Устройство и принцип работы станков с ЧПУ, основы
Увеличение объемов производства требует автоматизации процессов, ведь с помощью этого экономится немало времени и ресурсов. Сегодня подробно разберем устройство и принцип работы станков с ЧПУ — одной из главных составляющих автоматизированного производства. О станках с ЧПУ и их работе читайте в этой статье.

Источник: mehanoobrabotka-zakazat.ru
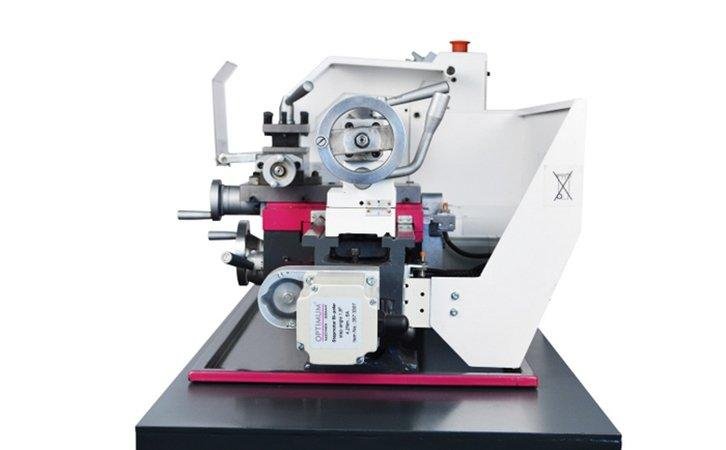
Что такое станок с ЧПУ

Источник: traupmann-cnc.at
Станки с ЧПУ — это станки с компьютерным управлением. До ЧПУ станки управлялись вручную механиками. С помощью ЧПУ компьютер управляет сервоприводами, которые приводят машину в действие.Таким образом, постоянного человеческого внимания не требуется, хотя для запуска станков все же необходимы операторы.

Источник: youtube.com
ЧПУ — это аббревиатура для термина “числовое программное управление”. В основе этого понятия — управление станком с помощью компьютера. Такие устройства являются своего рода роботами.

Источник: 3erp.com
ЧПУ обработка — это производственный процесс, в котором изготовление деталей происходит под управлением компьютерных программ. Ранее станки работали на основе гидравлической системы, которая обеспечивала производство одинаковых деталей по шаблону. Сейчас же программы могут контролировать все, от движений обрабатывающего центра до скорости шпинделя, включения/выключения охладителя и прочих функций. Применение в станках ЧПУ значительно облегчает задачу массового производства деталей.
Существуют различные виды устройств с ЧПУ, включая 3D-принтеры, фрезерные и лазерные станки, машины для водоструйной и электроэрозионной обработки, электронные разрядные станки, маршрутизаторы с ЧПУ и т. д. Далее мы детально разберем, как работают станки с ЧПУ.

Источник: cnctrianglestudio.com
Программисты ЧПУ пишут программы обработки деталей, используя специальный язык программирования G-Code. Программа обработки детали создается либо посредством написания кода с нуля, либо с помощью специального ПО — CAM, которое преобразовывает чертеж детали, созданный в программах CAD, в G-код.

Источник: roboticsandautomationnews.com
В течение длительного времени станки с ЧПУ использовались только в промышленности, из-за их высокой стоимости. Сегодня же на рынке представлено множество станков в доступном ценовом диапазоне, что позволяет как профессионалам, так и любителям обзавестись станком с ЧПУ для личных целей.
Основные составляющие станка ЧПУ
Устройства ввода данных: используются для ввода программы обработки детали на станке. Существует три самых часто используемых вида устройств ввода: считыватель перфоленты, считыватель магнитных лент и компьютер, работающих через порт RS-232-C.

Источник: youtube.com
Блок управления станком (БУС) — это сердце станка с ЧПУ. Он выполняет все управление станка. Среди функций БУСа следующие:
- Чтение кодовых инструкций, вводимых в БУС;
- Расшифровка кодовых инструкций;
- Интерполяция (линейная, круговая и спиральная) для генерации команд движения оси;
- Передача команд движения оси в схемы усилителя, для управления механизмами оси;
- Получение сигналов обратной связи о положении и скорости каждой оси привода;
- Вспомогательные функции управления, такие как включение / выключение охладителя или шпинделя и смена инструмента.

Источник: haascnc.com
Исполнительный механизм: станок с ЧПУ зачастую имеет подвижный стол и шпиндель, для контроля положения и скорости. Стол станка управляется в направлении осей X и Y, а шпиндель — в направлении оси Z.
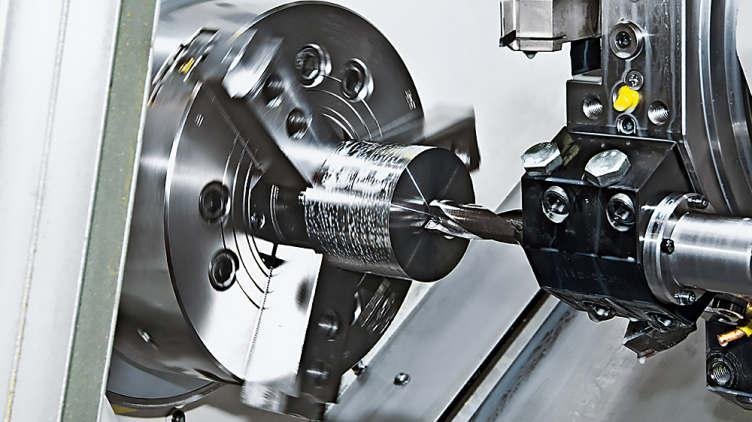
Источник: ittechreviewer.com
Система привода: состоит из схем усилителя, приводных двигателей и ШВП (шарико-винтового подшипника). Блок управления станком подает сигналы схемам усилителя о положении и скорости движения каждой оси. Затем сигналы управления усиливаются, чтобы привести в действие двигатели привода, которые вращают ШВП, чтобы настроить нужное расположение рабочего стола.

Источник: banggood.com
Система обратной связи: состоит из преобразователей, или датчиков. Ее также называют измерительной системой. Датчики непрерывно контролируют положение и скорость режущего инструмента. БУС принимает сигналы от этих преобразователей и использует разницу между исходными сигналами и сигналами обратной связи для генерации новых сигналов, с целью коррекции положения и скорости.
Пульт управления: на дисплее отображаются программы, команды и другие необходимые данные станка с ЧПУ. Может быть перемещен в удобное для оператора положение.

Источник: rilesa.com
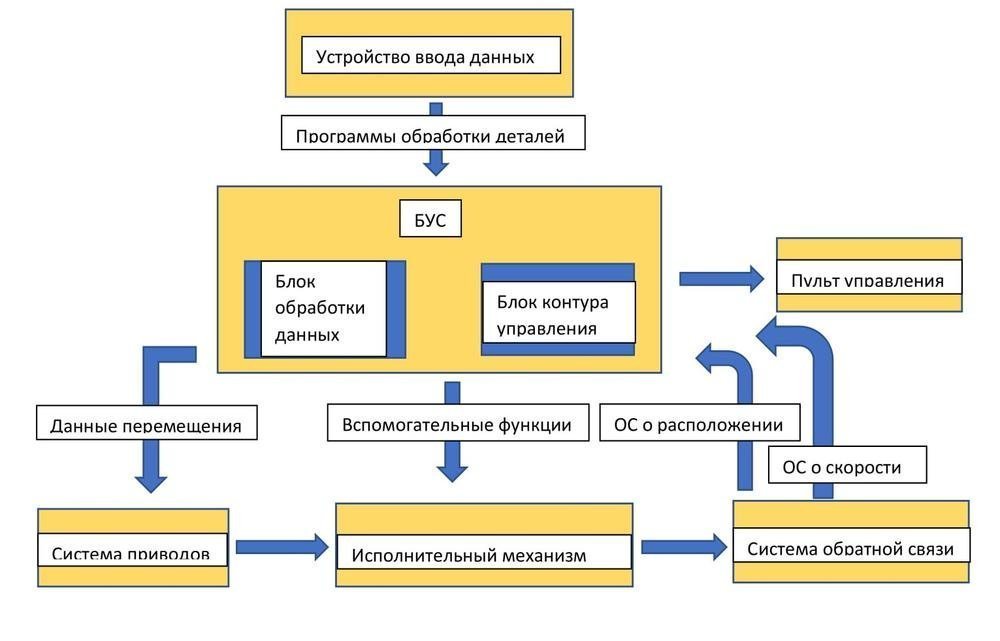
На фото ниже — структурная схема станка:
Как работает ЧПУ станок

Источник: 3dspectratech.com
- Сначала программа обработки детали вводится в блок управления станка;
- В БУС происходит весь процесс обработки данных, он подготавливает все команды движения и отправляет их в систему привода;
- Привод контролирует движение и скорость блоков станка;
- Система обратной связи фиксирует данные о положении и скорости движения осей и отправляет сигнал в БУС;
- В блоке управления сигналы обратной связи сравниваются с исходными, если есть ошибки — он исправляет их и отправляет в исполнительный механизм новые сигналы для корректировки процесса;
- Пульт управления с дисплеем используется для просмотра оператором команд, программ и других важных данных.
Основы работы на станках с ЧПУ

Источник: pinterest.com/
Процесс создания детали достаточно прост и состоит из следующих этапов:
Дизайн детали
С помощью программного обеспечения CAD создается 2D или 3D модель детали, которую вы хотите сделать. CAD — система автоматизированного проектирования, в которой можно указывать точные размеры детали.

Источник: archive.vectric.com
Программирование для ЧПУ
С помощью программного обеспечения CAM модель детали преобразовывается в g-код.
Настройка станка
Этот этап предусматривает несколько шагов:
- Предстартовый. Перед запуском станка убедитесь, что масло и охлаждающая жидкость заполнены по максимуму. Обратитесь к инструкции, если вы не знаете, как это сделать.
- Убедитесь, что в рабочей зоне нет посторонних предметов.
- Если станку требуется подача воздуха, убедитесь, что компрессор включен и давление соответствует требованиям, указанным в инструкции.
- Пуск / Домой. Подключите станок к питанию и запустите. Главный выключатель обычно расположен в задней части устройства, кнопка питания — в левом верхнем углу на панели управления.
- Загрузите все инструменты в карусель в том порядке, который указан в списке программы ЧПУ. Для станков с одним инструментом — установите в шпиндель фрезу.
- Установите деталь в тиски или закрепите на столе, зафиксируйте.
- Установите показатель коррекции на длину инструмента. Переместите инструменты к верхней части детали в порядке, указанном в программе ЧПУ, и затем установите показатели коррекции.
- Установите коррекцию осей X и Y. После того, как тиски или другие детали будут правильно установлены, настройте коррекцию на установку заготовки (нулевой позиции), чтобы найти начальную точку X и Y детали.
- Загрузите программу ЧПУ в систему управления станком с помощью USB-накопителя.

Источник: planet-cnc.com
Изготовление детали
После того, как станок настроен, можно начинать процесс производства. Здесь также предусмотрены несколько шагов:
- Пробный прогон. Запустите программу в воздухе, на высоте около 5 см от детали.
- Запустите программу. Обратите внимание, чтобы не было сообщений об ошибках.
- Отрегулируйте смещения как требуется. Проверьте характеристики детали и при необходимости отрегулируйте регистры коррекции длины инструмента, чтобы убедиться, что деталь соответствует заданным параметрам.
- Завершение работы. По окончании работы снимите деталь с тисков и инструменты со шпинделя, очистите рабочую зону и выключите станок.
Рекомендуемое оборудование

Источник: top3dshop.ru
На фото: Лазерный станок LF3015GR (лазер RAYCUS)
Мы разобрались с тем, как работает ЧПУ станок , но важно иметь в виду, что для разных целей используются разные станки — существует большой выбор станков для работы с различными материалами, мы приведем примеры оборудования для разных типов станков.
Фрезерные обрабатывающие центры

Источник: top3dshop.ru, на фото: Лазерный маркер Han’s Laser EP-30-TWIN
Фрезерные станки используют для обработки корпусных деталей. С помощью такого устройства можно выполнить гнездование (раскрой) и другие виды фрезеровки, пяти и восьми-осевые станки позволяют производить также и токарные операции — нарезку резьбы, растачивание и т.д.
Мы рекомендуем фрезерно-гравировальный станок HL400T/2 от производителя Han’s. Он работает с такими материалами, как акрил, стекло, керамика, металл, пластик, достигая уровня повторяемости в ±0.005 мм. Максимальный вес заготовки, с которой может работать станок — 100 кг.

Источник: top3dshop.ru, На фото: Фрезерно-гравировальный станок Han’s HL400T/2
Производитель SolidMetal предлагает несколько моделей обрабатывающих центров, например DC-6040A, DC-6050B, DC-8070B.

Источник: top3dshop.ru, на фото: Обрабатывающий центр SolidMetal DC-6040A
Фрезерные и лазерные станки с ЧПУ для бизнеса

Источник: top3dshop.ru, на фото: 3D фрезер Advercut K6090T4A
Если вы занимаетесь профессиональной фрезеровкой или лазерной гравировкой и вам нужен станок, который потянет большие объемы производства, стоит обратить внимание на следующих производителя Advercut.
Самая популярная модель Advercut K6090T4A — это 3D-фрезер с четырьмя одновременно работающими осями, со скоростью обработки 6 мм в минуту. Станок работает с легкими металлами, деревом, пластиком и композитными материалами. Подходит для гравировки, сверления, 3d-фрезерования.
Промышленный фрезерный станок Roland MODELA MDX-50 отлично подходит дляCAD/CAM образования, прототипирования и моделирования. На нем также можно печатать 3D-детали с точностью до 0.01 мм. Его преимущество перед обычными3D-принтерами в том, что он работает с любым материалом.

Источник: top3dshop.ru, на фото: Фрезерный станок Roland MODELA MDX-50
Производитель LTT предлагает лазерно-гравировальный станок LTT-Z6040B, который считается наиболее доступным на российском рынке, среди профессионального ЧПУ-оборудования. Станок работает с любыми материалами, кроме металла. Время непрерывной работы устройства — до 12 часов. Скорость гравировки — до 800 мм/сек, а скорость резки — 400 мм/с.

Источник: top3dshop.ru, на фото: Лазерно-гравировальный станок LTT-Z6040B
ЧПУ-фрезеры Dragontech доступны для малого и среднего бизнеса, благодаря невысокой цене и универсальности. Они работают с такими материалами, как дерево, пластик, оргстекло. ПВХ, а также с композитными материалами и легкими металлами.
Лазерные станки с ЧПУ
Han’s Laser. Лазерный станок Han’s HyRobot-C1000 с роботизированной системой резки, шестью осями и лазером мощностью в 1000 Вт — идеальное решение для профессионального производства. Модель отличается полностью закрытым корпусом, для удобства управления и безопасности оператора, а также оснащена кнопкой аварийной блокировки и функцией спящего режима, активирующейся при простое аппарата более 5 минут. Все это обеспечивает безопасное производство при минимальных энергозатратах.

Источник: top3dshop.ru, на фото: Лазерный станок Han’s HyRobot-C1000
Bodor. Этот производитель специализируется на лазерных граверах. Особого внимания заслуживают граверы серии BCL, например Bodor BCL1309X 150w, который отличается удобной конструкцией, наличием беспроводной связи, что обеспечивает удобное управление и легкое техническое обслуживание.
G.WEIKE, помимо прочих лазерных станков предлагает модель LF1325LC FIBER+CO2 DUAL USE — универсальный станок, который объединяет в себе две операции, выполняемые ранее двумя станками, поскольку принцип работы ЧПУ станка по металлу не предусматривает обработку других материалов.
Благодаря волоконным и CO2 лазерам, устройство позволяет производить резку как металлических, так и неметаллических изделий. Такая инновация позволяет пользователям в значительной степени сэкономить на себестоимости продукции, рабочей площади и обеспечивает высокую производственную эффективность.

Источник: top3dshop.ru, на фото: Лазерный станок LF1325LC FIBER+CO2 DUAL USE
Гравировальные станки серии LaserPro от GCC обеспечивают профессиональное качество гравировки. Применяются преимущественно для изготовления табличек с надписями, номерков, штампов, печатей, мелкой рекламной и сувенирной продукции с гравировкой.
С
top3dshop.ru
описание, особенности, строение и виды
При производстве блоков используются специальные станки. Современные модели способны выполнять большой объем работ, причем они требуют приложения лишь минимальных физических усилий.
При их рассмотрении следует учитывать, что конструкция устройств зависит от типов блоков и материала, из которого готовится изделие. Для того чтобы разобраться в указанном вопросе, предлагаем, в первую очередь, ознакомиться с устройством модификаций.

Устройство станков
Стандартный станок для производства блоков включает в себя гидравлический механизм, пиноль, зажимной фланец и раму. Если рассматривать приводные устройства, то у них используются направляющие.
Пластина под блоки называется матрицей. Для перемещения устройства применяются ролики. Некоторые модификации изготавливаются на базе валового блока, который работает от люнета. Устройства с суппортом выделяются широкой рамой, однако они являются громоздкими и применяются только на крупных производствах.
Модель своими руками
Сделать станок для блоков своими руками довольно просто:
- В первую очередь специалисты припаивают раму для будущего оборудования. Для этого можно использовать обычные плиты из чугуна.
- Для сборки суппорта потребуются направляющие небольшой длины.
- Фланец целесообразнее подбирать с одной стойкой.
- Для укрепления рамы применяются опоры. В некоторых случаях они привариваются к каждому углу.
- Также стоит учитывать, что качественный станок для производства блоков должен оснащаться подвижной платформой. Для этого устанавливается роликовый механизм, который контролируется ручкой.
У многих моделей дополнительно монтируется маховик под суппорт. Самостоятельно его сложно изготовить. В данном случае надо использовать детали с устаревшего токарного станка.
Все уголки под матрицу должны надежно привариваться при помощи инвертора. Края пластин стоит тщательно заполировать. Чтобы защитить нижнюю часть пиноли, используется обычный кожух.
Виды моделей
По конструкции станки делят на ручные и гидравлические. Также существуют модели с узким и широким поддоном. Все они могут обладать разными матрицами под блоки. Устройства отличаются по производительности и механизмам управления.
Особенности ручных модификаций
Ручной станок для блока цилиндров очень прост по своему устройству. Как правило, эти модели не способны похвастаться высокой производительностью. Также стоит отметить, что у них редко устанавливаются регулировочные стойки.
Они являются максимально облегченными для удобства транспортировки и использования. Направляющие у многих моделей применяются из нержавейки. Более новые модификации выделяются компактными стойками. При этом рамы производятся с нижним расположением пиноли. Матрицы в ручных модификациях крепятся при помощи сварки.
Нужно учитывать, что для производства пустотелых блоков описываемые устройства подходят не лучшим образом. Кроме того, у них наблюдается очень высокий процент брака. Но в пользу данных станков говорят демократические цены. Также эксперты утверждают, что их можно изготовить и самостоятельно.

Гидравлические модификации
Гидравлические станки чаще всего применяются для производства пустотелых блоков. У них высокая производительность, и модели отлично подходят для больших предприятий. Современные модификации оснащаются регулируемыми пинолями, которые можно подстраивать.
Если же говорить про недостатки, то стоит отметить, что станки много весят. А оператор при этом должен обладать определенными навыками работы для использования агрегата. Некоторые устройства довольно сложны в облуживании, и это следует учитывать при покупке данной модификации.
Многие модели производятся с целым набором матриц. Подсоединяются они к стойкам через зажимы. Кроме этого, на рынке представлены их цельносварные разновидности, которые обладают высокой степенью жесткости.
Устройства с реечными блоками довольно дорого стоят. Однако у них высокая производительность, и с таким станком способен справиться один оператор. Еще есть модификации на винтовых блоках. Они являются более простыми и больше подходят для производства цельных блоков.
Устройства с узким поддоном
Модификации с узким поддоном созданы специально для изготовления небольшого количества блоков. Многие из них оснащаются обычными приводными пинолями. Суппорты применяются на две и три стойки. Некоторые устройства производятся с регулировочными блоками. Однако стоит учитывать, что данные модификации делаются без ведущих пластин, и у них нельзя менять матрицы.
Модификации с широким поддонном
Станок для производства блоков с широким поддоном выделяется хорошей производительностью. На рынке, как правило, представлены гидравлические модификации. Стойки в устройствах крепятся на раме. Также стоит отметить, что большим спросом пользуются модели на две и три матрицы. Они замечательно подходят для производства цельных блоков разной плотности.
Штифты у данных станков устанавливаются из стали, либо чугуна. Некоторые модификации выделяются качественными приводными блоками. Регуляторы в устройствах в основном устанавливаются ручного типа.
На рынке имеются и ленточные разновидности, однако они редко встречаются редко, кроме того, существуют станки с прижимными пластинами. У них очень малый процент брака, и они хорошо подходят для производства пустотелых блоков.
Станки для полнотелых блоков
Станки для изготовления полнотелых блоков часто производятся с гидравлическим устройством. Их современные модификации оснащаются несколькими стойками, которые можно регулировать при помощи рукояти. Также стоит отметить, что на рынке существуют и разновидности с обычными пинолями, которые установлены на раме.
Суппорты на станок для блоков часто устанавливаются без подставок. Устройства изготавливаются с роликовыми механизмами и без них. Несущие плиты у станков данного типа не выделяются особой прочностью.

Описание станков для блоков из стенового камня
Чертежи станков для блоков из стенового камня предполагают использование широких поддонов. У этих моделей высокая производительность, и может применяться несколько матриц. Стойки чаще всего используются с низкими штифтами. Также стоит отметить, что рынок переполнен модификациями на приводных блоках. Ведущий вал у них работает от гидравлического пресса. У моделей данного типа невысокий процент брака. С устройством данного типа сможет справиться один рабочий.
Некоторые из названных станков производятся с кожухом. Модификации с роликовыми блоками просты в использовании, однако нуждаются в обслуживании. Уголки у них чаще всего скрыты за кожухом, а нижние блоки устанавливаются на опорах, и их нельзя регулировать.
Особенности моделей для блоков с пустотностью 30%
С целью изготовления изделий с пустотностью 30% замечательно подходит станок для блоков на приводной коробке. Несущие плиты у этих моделей уславливаются под небольшим углом. А современные гидравлические устройства способны работать в автоматическом режиме. Некоторые модификации изготавливаются с дополнительными нижними стойками для фиксации матрицы.
Направляющие на станок для блоков устанавливаются с подставками. Также стоит отметить, что на рынке есть простые ручные устройства. У них имеется только одна ручка положения рамы, кроме того, у моделей данного типа отсутствует пиноль. Для регулировки положения матрицы приходится полностью подымать раму.
Станки для блоков с пустотностью 40%
Станок для блоков с пустотностью 40% делается с широкой рамой. У моделей используются приводные коробки, которые устанавливаются на пинолях. Многие из них выделяются высокой производительностью. На рынке в основном представлены устройства с гидравлическими механизмами. Отдельно стоит отметить, что фланцы в устройствах заточены под суппорт. Очень редко можно встретить устройства с роликовыми механизмами.
Нижние блоки у данных станков фиксируются при помощи сварки. Также есть модели с регулируемыми пинолями. У них применяются съемные матрицы. Таким образом, станок очень просто перемещать. Направляющие устанавливаются под ведомыми опорами, а для смещения рамы применяются боковые рычаги.
У данных моделей крайне низкий процент брака. Также стоит отметить, что ручные устройства очень просты в обслуживании.

Описание станков для арболитовых блоков
Станок для арболитовых блоков делается только на гидравлической основе. Многие его модификации способны похвастаться неплохой производительностью. У них используются небольшие поддоны. При этом стойки применяются с регулируемыми суппортами.
У многих моделей есть две пиноли. Штифты используются разных размеров. Некоторые станки делаются с набором матриц. Они замечательно подходят для больших предприятий по изготовлению блоков.

Станки для керамзитобетонных блоков
Станок для керамзитобетонных блоков чаще всего делается с несколькими стойками. Гидравлические механизмы у этих моделей применяются разной мощности. Стойки чаше всего устанавливаются на раме. Наиболее часто встречаются модификации на две пиноли. Штифты в устройствах используются с упорами и без них. Также стоит отметить, что существует множество станков без приводных блоков.
Регулировать матрицу рабочий должен при помощи ручек. Люнеты в устройствах примнется с кулачковым механизмом. Если говорить про недостатки модификаций, то важно отметить, что у них сложно осуществляется расточка блоков. Станок, кроме того, нуждается в обслуживании.
Особенности моделей для отсевблока
Станки для производства отсевблока выделяются большими габаритами. Поддоны у многих из них производятся из стали. При этом стойки устанавливаются с пинолями. За счет широких опор обеспечивается высокая степень жесткости. Также стоит отметить, что существуют разновидности станков с приводными блоками.
Отделы для загрузки материала чаще всего устанавливаются непосредственно на раме. Некоторые модификации способны похвастаться качественными пластинами. Матрицы в описываемых устройствах могут фиксироваться на стойке.
На рынке имеются и цельносварные виды этих станков. У них узкие нижние блоки, однако они производятся с прижимными механизмами.
fb.ru
Производство бетонных блоков: технология, оборудование, материалы
Производство бетонных блоков как массового строительного материала даже при современных объемах выпуска не в состоянии покрыть все потребности рынка. Стеновой блок, пустотелый, блок для внутренних перегородок и облегченный вид материала выпускается не только на промышленном оборудовании, но и даже на самодельных станках. Привлекательность этого вида бизнеса настолько велика, что многие выбирают именно его для начала деятельности, ведь для первого шага достаточно ровной площадки и формы для заливки бетона.

Технология производства
Для отливки стандартных бетонных блоков из песчано-бетонной смеси чаще всего применяется самая примитивная технология, не требующая при этом значительных капиталовложений и сложного оборудования. Технология производства бетонных блоков основывается на принципе равномерного застывания бетонной смеси в естественных условиях при нормальной температуре воздуха.
Моделью, иллюстрирующей процесс приготовления и застывания бетонного раствора, будет описание процесса заливки формы фундамента или монолитной плиты:
- Подготовка формы;
- Приготовление бетонного раствора;
- Заливка раствора в форму;
- Уплотнение раствора;
- Усадка смеси;
- Снятие опалубки;
- Окончательное высыхание смеси и набор рабочей твердости бетона.

В принципе такая схема вполне подходит для заливки большого объема бетона, но для бетонного блока для возведения стен она подходит лишь частично. Дело в том, что для формирования правильного прямоугольника с четкими гранями сторон, и гладкой поверхностью наружных граней необходимо применение бетонного раствора с минимальным содержанием воды. Таким образом, получается рассыпчатый бетон, который при попадании в форму и последующем уплотнением при помощи вибрации и давления пресса сбивается в плотную массу, способную держать форму.
Использование бетона с большим содержанием воды наоборот влечет за собой не формирование жесткой формы, а выдавливание из массы влаги, которая не способна выдерживать приданную ей жесткость, она попросту плывет.
При приготовлении раствора соблюдается очередность добавления компонентов — наполнитель, цемент, вода, пластификатор.
Технология изготовления предусматривает оптимизацию процесса производства за свет использования оборудования для производства бетонных блоков в виде вибростанка или виброплиты. В первом случае сформованный элемент остается сохнуть на площадке после снятия формы вибростанка, во втором случае силиконовая форма остается на элементе до окончания процесса высыхания.
При помощи вибропресса формируются:
- Блок стеновой цельный;
- Блок стеновой с пустотами усиленный;
- Блок стеновой пустотелый облегченный;
- Половинчатый блок или полублок;
При использовании вибростола и силиконовых форм изготавливаются:
- Облицовочный блок;
- Блок имитирующий камень;
- Декоративную плитку или элементы для оформления фасада, дорожек, заборов.
Однако сам технологический процесс не будет завершенным без последней стадии, в которой остатки влаги испаряются из бетона, и он постепенно начинает набирать свою прочность. Высыхание играет одну из важных ролей, ведь кроме испарения влаги одновременно происходит и второй не менее важный процесс — поэтапное затвердение цемента.
Для производства в нормальных условиях, высыхание происходит при нормальной температуре с минимальной суточной амплитудой колебания, а для экстремальных условий, например, для температуры ниже +5 градусов Цельсия нужно применять синтетические добавки и присадки для бетона в условиях низких температур.
Для контроля качества и определения готовности блоков к транспортировке и применению в строительстве используют стандартную шкалу набора прочности бетона — 3,5,7 суток форму можно поднимать и переносить, на 9-11 сутки складывать в штабели, на 28 сутки использовать в постройке.
Необходимые материалы

Для строительного материала прочность всегда была одним из наиболее значимых качеств. Но использование только цемента и песка сделает производство бетонных блоков нерентабельным, блоки получаются дорогими.
Выходом из такой ситуации выступает использование в качестве основных материалов для изготовления еще и дополнительных видов сырья как наполнителя. Такие наполнители дают возможность получить продукцию, обладающую дополнительными качествами — легкостью и уменьшенной теплопроводностью.
Для приготовления бетонного раствора используются:
- Цемент марки 400 или 500;
- Натуральный наполнитель;
- Пластификаторы;
- Вода.
Цемент предпочтительнее именно марок 500 и 400, это не только самый популярный, но и наиболее приемлемый для приготовления рецептуры раствора материал. Все рецептуры, рекомендуемые для приготовления бетона основаны на пропорциях именно цемента этой группы.

В качестве наполнителя используется:
- Речной или карьерный песок;
- Щебень гранитный мелкой и средней фракции;
- Гранитный отсев;
- Граншлак;
- Опилки и стружка;
- Керамзит;
- Продукты переработки бетонных изделий и кирпичный бой;
- Химические наполнители, используемые для изготовления утеплителей;
- Доменный шлак.
Приготовление бетонной смеси требует правильной дозировки цемента и пропорций наполнителя. Для качественного бетона стеновых элементов несущих стен берется пропорции:
- Цемент — 1 мерная часть;
- Наполнитель — 7-9 мерных частей;
- Вода — 1\2 мерной части цемента;

Пластификатор, при нормальных температурных условиях, когда температура воздуха стабильно выше +15 градусов не применяется. При понижении температуры, при сушке в неотапливаемых помещениях или на улице добавление пластификатора желательно, но если температура не опустилась ниже +5 его можно и не применять. При температуре ниже +5 такой пластификатор применять обязательно.
Для получения бетона применение пластификатора должно быть максимально точным и дозированным. Большинство производителей добавок рекомендуют делать добавку из расчета 5 грамм на один условный объем формы блока.
Промышленное оборудование
Минимальным набором оборудования для производства бетонных блоков в домашних условиях является наличие формы и пресса. Для приготовления бетона подойдет строительное корыто, а для дозирования ингредиентов и перемешивания смеси подойдет совковая лопата. Правда, этого набора хватит на 20-40 отлитых блоков за смену, производство такими темпами обеспечит строительство дома или добротного гаража только через 6-8 месяцев.

Интенсифицировать производство можно при помощи использования средств малой механизации — электрический вибропресс на 1 форму и бетономешалка на 120-140 литров обеспечит повышение производительности в разы! Правда, здесь придется искать и большую площадку чтобы оборудование для изготовления бетонных блоков можно было использовать на полную.
Для начала успешного бизнеса в производстве строительных материалов нужно не только изготавливать большие объемы продукции, но и предлагать потребителю ассортимент, отличающийся от ассортимента конкурентов. Для этого нужно наладить выпуск материалов для несущих стен, простенков и перегородок, блоков нестандартной формы. Изготавливать такой ассортимент, можно только использовав промышленные образцы оборудования для производства бетонных блоков. В состав установки обычно входит емкость для приготовления раствора, вибропресс и пульт управления. Сама установка делается мобильной, так, чтобы после изготовления одной партии форм она могла переместиться на другое место, чтобы блоки начали сохнуть.
Для мини-завода, применяется оборудование с большей степенью автоматизации и сокращением доли ручного труда. Для линии по производству бетонных блоков необходим миксер для приготовления раствора, формовочные емкости и отдельное помещение с климатическим оборудованием для ускорения процесса сушки. Производительность линии, кроме того потребует еще и линию для упаковки и склад для хранения продукции, готовой к отправке потребителю.
Планируя изготавливать блоки из ячеистого бетона производство нужно дополнить автоклавом, для сушки материала под давлением. Линия в таком случае позволит производить ячеистый бетон специфической формы и назначения, поставляя заказчику готовый комплект блоков для возведения дома или гаража.
Оборудование для самостоятельного изготовления
Самостоятельно изготовить оборудование для приготовления раствора и формовки пустотелого стенового блока в домашних условиях несложно. Достаточно иметь навыки работы со сварочным аппаратом и болгаркой, уметь правильно рассчитать и разрезать металл.
Форма для блока представляет собой правильный прямоугольник с размерами:
- Высота 200 мм;
- Ширина 200 мм;
- Длина 400 мм.
Форма сваривается из листа железа толщиной 4-5 мм. И усиливается снаружи каркасом из уголка или профильной трубы. Для вибропресса для производства бетонных пустотелых блоков лучше использовать сменные элементы для формирования внутренних пустот:
- для несущих конструкций круглые диаметром 100мм;
- для внутренних простенков многопрофильные элементы из квадратной трубы;
- для простенков и полублоков прямоугольные элементы из нескольких профильных труб, сваренных в один элемент.

В качестве вибратора используется стандартный электродвигатель с установленным на вал эксцентриком.
Собранный своими руками вибропрес имеющий привод от электродвигателя обязательно должен быть безопасным от поражения электрическим током — двигатель должен крепиться к корпусу через резиновую прокладку, рукоятки должны иметь резиновые защитные элементы, а используемый кабель двойную изоляцию токопроводящих жил.
betonov.com
Изготовление своими руками станка для блоков — СамСтрой
В наше стремительное время на рынке стройматериалов появляется все новая продукция, преуспевающая по многим показателям своих предшественников. Интересным фактом является то, что некоторые стройматериалы можно изготовить в домашних условиях. Мы народ, не избалованный деньгами и благами цивилизации, может придумать многое для того, чтобы сэкономить и самореализоваться.
Собственноручное изготовление блочных строительных материалов
Явным подтверждением этого является изготовленный своими руками станок для блоков. Он понадобится любителям, которые могут сами построить сарай, баню, гараж, и даже жилой дом, из своих пеноблоков, газоблоков, керамоблоков, шлакоблоков, опилково-бетонных (арболитовых) и других блоков с разными наполнителями. Зная пропорцию составных частей, экспериментируя на входящих ингредиентах, с ним можно изготовить блочный строительный материал собственноручно на строительство любых помещений и даже на закладку фундамента.
Различное количество ячеек в форме
В зависимости от масштабности производства и возможностей, изготавливают формы для блоков своими руками, рассчитанные на 1-2 изделия, 6-8 изд., 10-14 шт., 21- 30 ед. и др.(фото 1). Они рассчитаны для изготовления цельных блоков и изделий с пустотами различной формы. Поменяв размеры матрицы, можно производить блоки, пригодные для стен и для фундамента. Потому размеры блоков и их количество может быть разным (ф.2). Для удобства извлечения готового изделия, следует предусмотреть разборную конструкцию. Материалом для изготовления форм может быть металл, водостойкая фанера, древесина. Формы – это своего рода съемная опалубка, которая позволяет изготовить качественный строительный материал с нужными заданными характеристиками.
Формы для блоков различной величины Заготовки стенок для форм Цилиндры для заполнения пустот Строительные пустотелые блокиЭтапы изготовления форм для блоков своими руками
Для изготовления металлических матриц понадобится листовая сталь б-3 мм и металлическая труба D 8 мм для формирования пустот, а также болгарка, сварочный аппарат, другие рабочие инструменты.
Подготавливаются заготовки для стенок. Их можно вырезать в домашних условиях болгаркой 450х210 и 220х210 по 2 заг. Дно формы должно иметь бортик высотой 3-3,5 см и ручку. На стенках делаются насечки (ф.3 ).
Для изготовления пустот потребуются цилиндры (фото 4). Для этого, от трубы отрезается нужное количество заготовок из расчета 3 ед. на 1 блок. Высота должна быть на несколько мм меньшей от высоты стенок. Для придания трубной заготовке конусной формы, с одной стороны нужно до половины разрезать трубу и зажать тисками. Каждую трубную заготовку нужно заварить с обеих сторон, получатся пустотелые заглушенные цилиндры (заполнители). Они привариваются к планке, затем вставляются в форму и планка приваривается к стенкам формы (ф. 5).
Заваривать все швы необходимо снаружи.
Из толстостенной пластины делаем пресс с отверстиями с диаметром, превышающим диаметр пустотных цилиндров. Пресс должен заходить на матрицу, примерно на 50 мм. К прессу привариваются ручки (фото 6).
Готовые формы для блоков своими руками не требуют больших затрат. С ними могут работать люди, не имеющие особенной квалификации. Главное, выполнить правильный замес и уплотнить содержимое.
Пустотелые цилиндры привариваются к планке Изготовление ручного преса Чертеж самодельного станка с вибромотором Поэтапное изготовление станка для блоков своими рукамиСтанки для блоков своими руками
Для того, чтобы хорошо утрамбовать смесь для блочных стройматериалов, можно пользоваться вибростолом или изготовить станок для блоков своими руками с прикрепленным к боковине вибратором. На фото 7 предложен чертеж вибрационного станка. Готовую конструкцию оснащают ручками, которые помогают снять матрицу без повреждения сырой бетонной заготовки. Приваренные к несущей раме колесики создают передвигающееся устройство.
Фото 8 предлагает поэтапное изготовление оборудования на одну заготовку. Оно сходно с производством форм без двигателя. Прикрепленный вибратор облегчает работу и делает готовый стройматериал более качественным. Применение станочного оборудования для изготовления стройблоков – совсем несложное. Но, при работе с ним следует придерживаться техники безопасности.
Вывод
Для мастеров, которые не бояться экспериментировать и творить, изготовление форм или вибростанка для производства блоков не составит труда. Кроме того, они сами воспользуются своими механизмами и получат достаточное количество строительного материала.
samstroy.com
Изготовление станка и бетонных блоков своими руками, самодельные строительные станки и стеновые бетонные блоки
Изготовление станка и бетонных блоков своими руками, самодельные строительные станки и стеновые бетонные блоки.
Состав бетона для шлакоблоков своими руками.
Подойдет в качестве наполнителя: шлак, зола, отходы горения угля, отсев щебня (камня, гранита), отходы кирпича, гравий, песок, опилки (после обработки), керамзит, перлит, песчано-гравийная смесь, граншлак, зала, щебень, опилки, гипс, кирпичный бой и т.д.
Раствор для шлакоблоков: шлак угольный:песок крупный (керамзитовый):гравий 5-15 мм, цемент М500, вода (7:2:2:1,5:1,5-3). Важно следить за количеством воды, чтобы блоки не растеклись при снятии. Раствор должен при падении на землю рассыпаться, но в кулаке должен соединяться.
Процесс производства самодельных бетонных блоков.
Кладем в форму с горкой раствора, включаем вибратор на 3-5 с, раствор осаживается. Если раствора мало – доложить, затем вставить прижим и опять включить вибратор. Когда прижим «сядет» на ограничители – формовка завершена. Осталось включить вибратор на 5-10 с и снять форму. Важно! Форму нужно снимать при работающем вибраторе, то есть окончание съема должно происходить уже на «излете». Сохнуть блоки должны 5-7 дней (а вообще полное затвердевание шлакоблоков (или вибробетонных камней) происходит в течении месяца при температуре не менее 20 град и соблюдением условия высокой влажности.
Производительность станка при двух работниках 40-70 штук/час (от засыпки до съема формы 45 сек.
Добавление пластификатора.
Для пластичности блоков можно добавить пластификатор (5 грамм на блок — прочность, водонепроницаемость и морозостойкость, меньше трещин) при вибролитье, можно и при вибропрессовании, но нужно добавлять слишком много для эффекта, а это дорого.
Чтобы шлакоблоки были прочными, нужно учитывать.
Качество песка – нужен крупный.
Шлак идеален доменный.
Цемент – качественный М400.
Оборудование – чтобы лучше прессовало, нужно добиться вибропрессования.
Время приготовления и хранение.
Снимать с ленты можно через сутки. Полное высыхание через пару месяцев. Через день блоки уже можно носить — не ломаются, класть через неделю.
При использовании пластификатора готовые блоки можно убирать с площадки и складировать уже через 6-8 часов. Без УПД – через двое суток. Хранить готовые шлакобетонные блоки нужно в пирамидальных штабелях по 100 штук с небольшим (2-3 см) промежутком между блоками – чтобы досыхали «боковушки.
На первых порах бетон можно готовить вручную. В последствии эффективнее и легче – на электрической бетономешалке объемом 0,2-0,5 куб. м.
Производственная площадка – помещение с ровным полом, хорошей вентиляцией/отоплением или ровная площадка на улице под навесом.
Шлакоблоки – строительные блоки, полученные вибропрессованием раствора бетона в специальной форме. Размер стандартного блока 390мм х 190мм х 188мм с тремя отверстиями.
Преимущества шлакоблоков.
низкая себестоимость.
высокая скорость постройки из шлакоблоков.
хорошая звукоизоляция.
хорошая теплоизоляция.
можно изготавливать и для себя, и на продажу.
Отрицательные мнения по изготовления блоков из бетона своими руками.
Станок выгоден лишь при наличии дешевого или «халявного» сырья или же при огромных объемах работ.
Пустотный блок, изготовленный где угодно, дороже, участка стены такого же размера, сделанного методом съемной или несъемной опалубки, тем более вы тратите свое время и силы. Поэтому, в основном, продажа этих станков – это всего лишь возможность заработать на других.
Пример расходов и стоимости изготовления самодельных блоков.
На производство одного шлакоблока уходит 0,011 куб.м раствора, в пропорции 1:7 (цемент:граншлак), т.е. 1 мешок цемента = 36 блоков.
Постановлениями Правительства РФ от 13.08.97 № 1013, Госстандарта РФ № 86 от 08.10.2001 г. и Госстроя РФ № 128 от 24.12.2001 г. в перечень продукции, требующей обязательной сертификации не входят строительные бетонные блоки с различными наполнителями (шлак, керамзит, опил и т. п.), а так же виброформовочное оборудование для их производства.
Изготовление формы своими руками для литья бетонных блоков.
Форма для самостоятельного изготовления шлакобетонных блоков представляет собой ящик из 3-мм металла без дна с ручками. Чтобы лицевая часть блоков была более ровной, их нужно сушить на резиновой ленте, смоченной раствором какого-нибудь моющего средства.
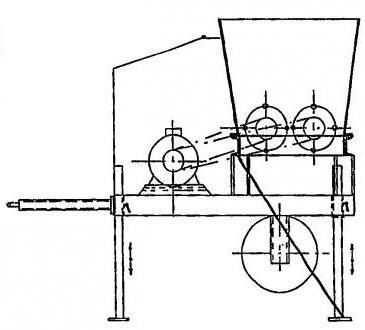
Чертеж вибростанка, чтобы изготовить форму своими руками.
Пояснения к чертежу.
1 развертка матрицы. 2,3,4 заготовки поддона. 5,6,7 обрамление матрицы снизу (уголок 25х25). 8 планка крепления пустотников. 9 пустотник. 10 верхняя заглушка пустотника. 11 нижняя заглушка пустотника.
Еще некоторые чертежи станков для самодельных шлакобетонных блоков.
Фотографии станка по типу «Мечта застройщика» для изготовления шлакоблоков своими руками.
Особенности конструкции.
Двигатель смонтирован на корпусе, вибрация происходит за счет дисбаланса грузов.
Цилиндры имеют конусность 2-3 мм, чтобы легче было снимать форму.
Процесс изготовления станка.
Болгаркой раскроить лист 2.5 мм.
На местах сгибов надрезать изнутри на треть диском 2 мм, чтобы лист не потрескался.
Изготовление матрицы – проверить все углы (сначала всю конструкцию лучше сделать на прихватах, а затем только намертво швами по 5 см.
Наварить уголок по низу матрицы (для амортизатора.
Наварить поддон под раствор.
Обварить матрицу снизу и сверху.
Наварить уголки для крепления вибратора.
Чтобы пустотники были конусными, конец трубы нужно заузить на 2-3 мм, можно больше.
На станок для одной формы подойдет любой асинхронный движок от 120 Вт.
Двигатель: мощность 180 Вт, трехфазный, подключен по схеме питания от одной фазы.
Видео, помогающие понять процесс изготовления блоков своими руками.
Статьи и обсуждения.
Продажа вибростанков, чтобы сделать блоки самому.
Стильная постройка из самодельных блоков.
Упорство и настойчивость помогли разрешить проблему реконструкции дома.
Все началось с того, что наши соседи по просили меня реконструировать кухню их дома, выстроенного 40 лет назад. Они вырастили в этом доме двенадцать детей, которые разъехались кто куда. Но на праздники взрослые дети со своими семьями приезжают к родителям и старая кухня не в состоянии вместить всех. Вот для таких праздничных застолий и потребовалось помещение более значительных размеров. Когда решение о расширении кухни было принято, за дело взялись архитектор и инженер.
Поиски материала.
В самом начале работы владельцы дома сказали нам, что им безразлично, какой реконструкции будет подвергнуто здание, но в любом случае они хотят, чтобы были сохранены его первоначальный архитектурный стиль и материалы, из которых дом построен. Перед нами встала любопытная проблема, поскольку весь дом был возведён из стеновых блоков небольшого размера, происхождения которых мы не знали.
После бесед с многочленными подрядчиками, специализирующимся в области кладки, и местными поставщиками нам стало ясно, что обеспечить соответствие нового материала тому, из которого был построен дом, будет задачей не из легких. Блоки представляли собой строительный материал, по размерам походивший на кирпич, но сделанный на основе песка и цемента и имеющий характерную поверхность с «оспинами» крошечных пустот. В настоящее же время эти блоки в строительстве не применяют.
Мы предполагали, что когда начнем разбирать старую кухню, сохраним как можно больше старых блоков. Но при попытке отделить один блок от другого непрочная наружная часть разламывалась, оставляя неповреждённой твердую бетонную сердцевину. Кроме того, такие блоки (даже если бы мы смогли сохранить их) нельзя было считать приемлемым материалом, поскольку пристройка должна была удовлетворять более строгим современным требованиям сейсмостойкости.
В конце концов мы приняли решение возводить каркас пристройки из дерева, а в качестве наружной отделки использовать блоки. Такое решение сокращало наши потребности в блоках, но проблему всё-таки не решало.
В разговоре с нынешними владельцами дома удалось выяснить, что прежние хозяева по-прежнему живут где-то неподалеку. Мы позвонили им и выяснили, что блоки, из которых построен дом, в своё время привезли из г. Фресно. Это была наша самая большая удача на тот момент: мы очень надеялись найти там завод, который и по сей день изготавливает нужные нам блоки. За тем мы узнали, что во Фресно налажено весьма крупное производство песка, гравия и цемента и что множество небольших компаний выпускают на этой основе разнообразные стройматериалы. Однако ни одна из этих компаний не изготавливает блоки наподобие тех, что мы хотели бы приобрести. Быть может, завод, который производил нужные нам блоки, больше не существовал? Или же старые хозяева просто ошибались? Требовалось во всем разобраться на месте.
Живописные руины.
До Фресно было четыре часа езды, поэтому, когда мы добрались до места, там было уже жарко и пыльно. Большинство складов стройматериалов, к тому же, оказалось закрыто по случаю выходных, а на единственном складе, который в этот день работал, нам ничего не смогли предложить. Экспедиция судя по всему должна была закончиться неудачей. На дворе стало темнеть, и мы к тому же изрядно утомились. Но когда на обратном пути домой в небольшом городке мы подъехали к газозаправочной станции, мы просто не поверили своим глазам — прямо возле станции мы увидели мотель, выстроенный из материала, который мы разыскивали. Тщательный осмотр здания подтвердил первое впечатление — материал, из которого оно было построено, оказался абсолютно идентичным нашим блокам, вплоть до отделочных элементов, использованных в оконных проемах. Осмотревшись вокруг, мы заметили ещё четыре здания, выстроенные из таких же блоков.
Расспросив нескольких человек, мы выяснили, что когда-то в этих местах существовало небольшое предприятие по производству блоков, но оно дотла сгорело, и никто точно не знал, где оно тогда располагалось. Нам посоветовали проехать по дороге в карьер, который здесь до сих пор функционировал, и поискать там сторожа.
Мы спустились в карьер и поняли, что сегодняшний день был прожит не зря — встретившийся по пути большой ангар, маленький магазин, флигель и два полуразрушенных дома были сложены когда-то из «наших» блоков. Кроме того, обойдя вокруг магазин, мы обнаружили аккуратно сложенные в штабель блоки для наружных подоконников точно такого типа, которые нам требовались. Их насчитывалось, вероятно, штук 50, и они были превосходной формы и подходящего цвета, который, быть может, лишь слегка выцвел.
Здесь видимо некогда стоял завод: плиты фундамента сгоревшего здания были по-прежнему на месте, как и какое-то ржавое оборудование, идентифицировать которое было невозможно. Однако, кроме подоконных блоков, здесь не нашлось ничего такого, что мы могли бы использовать. Но возле руин стоял прицеп, в котором жил сторож.
Сюжет запутывается.
Сторож рассказал нам, что материал, который здесь добывали, называется пемзой. По его представлениям её красноватый цвет получается благодаря железу, содержащемуся в верхних слоях карьера. Глубже в карьере цвет материала блекнет и переходит от красного оттенка к рыжевато-коричневому, а затем к серому и белому. Белый материал в наиболее глубокой части карьера напоминает тальковую пудру и называется пуццоланом. Строительные компании используют его в качестве добавок при производстве бетона. Это всё, что наш собеседник смог нам сообщить. Однако он дал нам номер телефона своего босса — хозяина карьера.
Было уже поздно, и нам пришлось вернуться домой. Однако мы уже знали, каким должен стать наш следующий шаг. Мы решили изготовить блоки своими силами.
Добыча сырья.
В понедельник утром я позвонил владельцу карьера. Ему ничего не было известно о заводе, однако он предположил, что мы сможем найти достаточно сырья для своих блоков в его карьере. И с удовольствием пригласил нас туда.
На следующий день вместе с архитектором мы снова отправились во Фресно. Теперь — на большом самосвале, прихватив штаты и кирки. Площадь карьера составляла больше двух квадратных километров, а глубина — около 30 м. И пока мы обходили вокруг карьера в поисках нужного нам материала, все покрылись пылью и потом. Борта карьера были тверды как камень, но при растирании материал превращался в пылевидный порошок. После тщательного поиска мы нашли место, где цвет пемзы был почти таким, какой нам требовался. Именно здесь мы и решили приступить к делу. Но взглянув на наши кирки и лопаты, хозяин карьера засмеялся. «-Вам придётся слишком долго потеть, если вы собираетесь копать вручную, — заявил он. — Я знаю более эффективный способ». С этими словами он нас покинул и через несколько минут вернулся на небольшом экскаваторе.
После того как загрузка была завершена, мы накинули на наш драгоценный материал брезент, а поверх брезента положили сорок самых лучших подоконных блоков, выбранных из штабеля, который накануне обнаружили.
Изготовление блоков и кладка.
Теперь у нас было сырьё для производства блоков. Но вот технологию этого производства мы не знали. И принялись экспериментировать. Смесь, рецепт которой опытным путём был, в конце концов, найден, состояла из воды, песка, цемента, красителя и измельченного минерала, добытого нами в карьере.
Для приготовления бетона мы использовали ручную бетономешалку и крутили её для приготовления одного замеса минимум десять минут. Несмотря на то, что минерал был очень близок по цвету старым блокам нашего дома, цвет смеси изменялся по мере добавления в неё других составляющих, необходимых для придания прочности и нужной текстуры.
В конце концов, мы решили и эту проблему методом проб и ошибок. Изготовили большую серию образцов, указав на каждом точный тип и количество использованного красителя и других составляющих, прежде чем нашли подходящее соотношение частей смеси. Новые блоки после изготовления сушили до приобретения ими окончательного цвета целую неделю.
Первые сделанные нами формы, которые были изготовлены из тонколистового металла, мы отвергли. Дело в том, что даже при использовании большего количества дизельного топлива в качестве смазки бетон прилипал к этим формам, и поверхности блоков получались шероховатыми и не устраивали нас.
Решение, которое мы нашли, сказалось достаточно простым. Были изготовлены деревянные рамы, разделённые таким образом, чтобы в них можно было отливать одновременно пять блоков (это предельное количество, с которым один человек мог легко справиться). Для закруглённых углов, которые нам требовались на элементах отделки, мы добавили к формам вставки из тонколистового металла.
Когда приступили к отливке блоков, то старались точно придерживаться соотношения частей смеси, чтобы свести к минимуму отличия (в первую очередь по цвету) между блоками в разных партиях. Что же касается обеспечения соответствия текстуре первоначальных блоков, то необходимые неровности получили, отказавшись от чересчур тщательной трамбовки бетонной смеси при заполнении форм и чистки их при выгрузке готовых блоков.
Формы с бетонной смесью на первые 24 часа укутали плёнкой, чтобы сохранить поверхность более влажной дня равномерного схватывания бетона. На вторые сутки блоки вынули из рамы и аккуратно уложили в штабель, а через неделю их уже трудно было разбить молотком. Для реконструкции кухни нам потребовалось 600 блоков. Однако мы решили для уверенности изготовить несколько больше, чем было нужно. За день мы делали примерно 75 блоков, и уже скоро задний двор был заполнен штабелями новеньких изделий, дозревающих под нежарким солнцем поздней осени.
Затратив массу времени и усилий на изготовление блоков, мы захотели найти каменщика, который бы обращался с этими творениями наших рук как со слитками золота, упакованными в пластиковую взрывчатку. Как оказалось, владельцы дома знали каменщика с хорошей репутацией. И уже вскоре мы смогли со всё возрастающим доверием наблюдать, как он их укладывал. Соответствие старой кладке было полным.
Сейчас ни по материалу, ни по цветовой гамме наружные стены кухни-пристройки ничем не отличаются от остальных частей дома. И ничто не говорит о том, сколько труда всё это потребовало.
Были ли эти усилия оправданы? Кто знает. Однако владельцы дома получили то, чего они желали, мы же удовлетворились тем, что сумели решить проблему, которая казалась неразрешимой.
13.11.2017actualremont.ru
Станок для изготовления керамзитобетонных блоков
СодержаниеКерамзитобетонные блоки – это строительный материал, применяющийся для постройки стен жилых и промышленных зданий. Их повсеместное применение началось относительно недавно, но они уже завоевали популярность у большинства строителей.

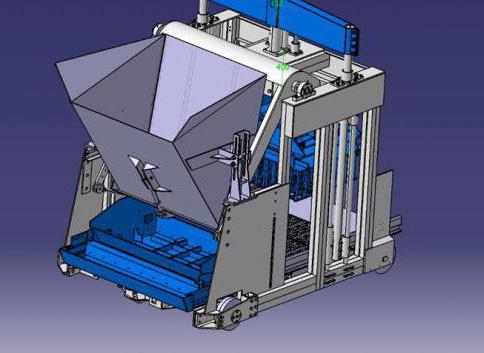
Бетоносмеситель и станок для изготовления керамзитобетонных блоков
Процесс изготовления керамзитных блоков может быть совершен как на заводе, так и в домашних условиях своими руками. Но во втором случае качество выпускаемых изделий будет существенно ниже.
По способу изготовления и характеристикам они схожи с блоками из чистого бетона, с той разницей, что в качестве тяжелого наполнителя применяют керамзит, а не щебень. За счет легкости керамзита, блоки получаются значительно легче, чем классические бетонные.
Преимущества использования керамзитобетонных блоков
Блоки из керамзита имеют такое прекрасное свойство, как негорючесть. Это справедливо за счет того, что керамзит не может загореться или расплавиться. При высоких температурах он может только растрескаться и разрушиться. Именно избавление от необходимости дополнительного пожарного надзора делает такие блоки популярными во всех видах строительства.

Виды и характеристики наиболее популярных моделей блоков
Высокие показатели керамзит демонстрирует не только при высоких, но и при низких температурах. При постройке в условиях холодного северного климата керамзитобетонные блоки становятся незаменимым подспорьем. Во время частых перемен температуры, керамзит может выдерживать около 50 циклов заморозки и оттаивания.
Используя керамзитобетон, можно быть уверенным в сохранении тепла внутри квартиры. Накопление в течение дня солнечной энергии совместно со свойством медленной отдачи тепла во внешнюю среду сделали керамзит отличным материалом для постройки гражданских зданий.
Дома из керамзита имеют способность «дышать», тем самым сохраняя в помещении оптимальные температурные показатели.
Блоки из керамзита прекрасно справляются с изоляцией от уличного шума, и надобность в установке дополнительной звукоизоляционной системы отпадает сама собой.
Таким образом, можно выделить такие основные преимущества производства керамзитобетонных блоков:
- уменьшенный вес, по сравнению с бетоном, высокая прочность;
- теплоизоляционные свойства;
- устойчивость к агрессивным химическим средам;
- скорость постройки стен с использованием этого материала;
- морозостойкость;
- полная экологичность производства и дальнейшего применения в строительстве.
к меню ↑
Технология изготовления керамзитных блоков
Основной материал производства таких блоков – это керамзит. Его получают способом высокотемпературной обработки глины или глинистых сланцев. Остальные обязательные элементы: вода, цемент, песок.
Читайте также: об особенностях конструкции камнерезного станка.
Иногда добавляются различные пластификаторы, с целью уменьшить расход воды и повысить эластичность смеси. Чаще всего в роли пластификатора выступает жидкое мыло либо клей.

Процесс изготовления керамзитобетонных боков на специальном станке
В зависимости от пропорций составляющих керамзитовой смеси, изготовленный блок может иметь самые разные характеристики. Наиболее распространены в изготовлении керамзитных блоков такие их виды:
- конструкционный;
- конструкционно-теплоизоляционный;
- теплоизоляционный.
Первый вариант, конструкционный блок, можно получить с помощью увеличения доли цемента в общей массе состава. Изготовление таких блоков рационально для строительства многоэтажных жилых домов, где требуется жесткость и прочность несущим конструкциям.
Если же на первом месте стоит сохранение тепла в помещении, то следует подобрать пропорцию в таком варианте: 60% керамзитного песка, 30% обычного речного или морского песка, 10% цемента и 8% воды.
Теперь подробно об этапах изготовления. В первую очередь, необходимо сформировать керамзитобетонную смесь в нужных пропорциях. Диаметр всех фракция не должен превышать 10 миллиметров. Цемент рекомендуется использовать марки М400. Все компоненты тщательно перемешиваются в бетономешалке. Порядок заливки смеси в бетономешалку следующий:
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»5929285318″>
- Вода.
- Керамзит.
- Цемент.
- Песок.
Следующим обязательным процессом является формовка блоков. В специальную нишу на вибростанке устанавливается форма, в которую заливается бетонная смесь. После окончания уплотнения формы, излишки смеси удаляются с поверхности формы, и затем сама форма отправляется на сушку.

Формовка блоков на станке
Первый отрезок сушки проходит в течение 2 дней в стальных пластинах, при поддерживаемой температуре в 50-60 градусов. По истечении этого срока форма выносится на открытый воздух и проходит второй отрезок сушки длительностью в 7-10 дней. Все эти операции можно произвести и своими руками, не закупая дорогостоящего оборудования.
к меню ↑
Необходимое оборудование
Для полного обеспечения технологии производства, изготовление керамзитобетонных блоков требует полного комплекта оборудования. Для приготовления бетонной смеси потребуются бетономешалки – большие емкости, размещенные на вращающейся оси. Их основное отличие – это вместительность (литраж) и количество оборотов за минуту.
Ручной вибростанок – это идеальные станки для производства блоков своими руками, также как и станок для производства арболитовых блоков. Они малогабаритны, что позволяет осуществить производство в домашних условиях.
Вибратор закрепляется на поверхности корпуса и совершает колебания, способствующие распределению смеси по форме равномерно и без комков. Ручные станки могут иметь стационарные и съемные пустотообразователи. Съемные пустотообразователи позволяют конфигурировать тип блока по своему усмотрению.

Этапы изготовления станка для формовки керамзитобетонных блоков своими руками
Вибростол представляет собой станок с поддоном толщиной в 3 миллиметра, имеющим бортики. Именно на поддоне формы утрамбовываются вибрацией. Работа за ним несложная и проста для выполнения своими руками, есть возможность изготовить за раз около 6 форм.
За счет расположения вибратора внизу поддона, колебания распространяются равномерно по всей поверхности, что положительно влияет на качество продукции на выходе.
Вибропресс – уже куда более мощный и габаритный станок, который используется при производстве керамзитоблоков в промышленном масштабе. Имеет гидропривод, который прилагает усилия в нескольких тонн для уплотнения изделий.
Пустотообразователи расположены на специальных пандусах и вдавливаются в форму по необходимости.

Вибростанок для формовки шлакоблоков
На поддонах происходит окончательная формовка блоков. Вибропресс исключает работу своими руками на всех этапах производства.
к меню ↑
Станок Рифей-Универсал М
Вибростанок Рифей отлично подходит для изготовления бетонных изделий из жестких смесей с таким наполнителем, как керамзит, способом объемного прессования. Максимальные габариты формуемых изделий – 780×390х230 миллиметров. Для каждого отдельного вида блоков необходимо иметь отдельную матрицу.
Используя станок Рифей, можно производить такие строительные изделия:
- стеноблоки, шлакоблоки, керамзитоблоки;
- бордюры;
- камни для облицовки;
- тротуарную плитку.
В странах СНГ и России этот пресс используется прежде всего для создания стройматериалов из керамзита своими руками, а уже потом можно использовать этот станок для производства тротуарной плитки.

Вибростанок Рифей универсал М
Комплектация станка состоит из модуля подготовки смеси, который включает в себя смеситель на 300 литров и транспортер, который отправляет смесь в вибропресс. А также из формующего модуля с непосредственно вибропрессом, насосом, пультом управления, накопителя и кассеты для подачи поддонов.
Поставка может быть дополнена узлом пуансон-матрица, предназначенным для производства особых форм стенового камня.
Производительность и качество продукции не оставляют равных станку Рифей на рынке вибропрессов. Конструктивные решения дают возможность переоборудования пресса на выпуск других изделий буквально за час, заменой пуансонов-матриц. Надежность, простота в обслуживании, ремонте и уходе минимизирует издержки при производстве керамзитных блоков.
к меню ↑
Технология изготовления станка для производства керамзитобетонных блоков своими руками (видео)
data-full-width-responsive=»true»
data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
ostanke.ru