Оборудование для сварки полимерных кровельных мембран горячим воздухом
Полотнища полимерных кровельных мембран, будучи качественно соединены между собой c помощью сварки горячим воздухом, способны сформировать на кровле безупречно герметичный гидроизолирующий слой, защищающий от проникновения внутрь кровельного «пирога» атмосферной влаги. Несмотря на кажущуюся простоту процесса сварки, существует большое количество нюансов, которые стоит учитывать при работе. Основным же гарантом отличного результата служит правильный выбор сварочного оборудования.
Термин «сварка» по отношению к полимерным изделиям обозначает «неразъемное соединение отдельных элементов без их растворения или изменения химического состава, исключительно за счет нагрева, с использованием или без использования дополнительного материала». Сварка имеет место, когда свариваемые поверхности под воздействием высоких температур приводятся в пластическое состояние, а затем прижимаются друг к другу.
Пластическое состояние характеризуется частичным плавлением и размягчением полимера, макромолекулы поверхностных слоев соединяемых деталей при этом становятся более подвижными, они могут перемещаться из одной детали в другую, что приводит к исчезновению границы раздела между свариваемыми материалами и образованию монолитного, неразъемного соединения. Те вещества, чьи физико-химические свойства не изменяются после нагрева до пластического состояния и последующего охлаждения, называются термопластами, именно они наиболее пригодны для сварки.
Однако даже для них существует некоторый температурный предел, выше которого макромолекулы полимера начинают разрушаться — длинные цепочки распадаются на более короткие, которые уже не в состоянии обеспечить необходимых прочностных характеристик материала. Это явление называется «термическим шоком». Поэтому температура сварки должна выбираться «с умом», в общем случае следует предпочесть быстрому нагреву до высоких температур более медленное и щадящее воздействие.
Немалое значение имеет также время температурного воздействия и давление, прикладываемое к свариваемым поверхностям, – именно оно интенсифицирует процесс обмена макромолекулами и способствует наиболее полному «перемешиванию» слоев.
Каждый из этих трех параметров – температура, давление и скорость сварки может варьироваться в некоторых пределах, совокупность которых образует «сварочное окно». В рамках «окна» параметры сварки выбираются в зависимости от температурных и влажностных условий, типа и состояния материала, выход же за его пределы чреват ухудшением качества шва – слишком высокая температура разрушает материал и делает соединение менее прочным, слишком короткое время термического воздействия также приводит к потере прочности, но уже за счет неполной проварки шва.
Поэтому очень важно, чтобы сварочное оборудование обеспечивало стабильность всех трех показателей.
Способы нагрева
Нагрев полимерных изделий удобнее осуществлять с помощью горячего воздуха. Существует две разновидности сварки горячим воздухом — с применением присадочного материала (так называемая прутковая сварка) и без него (сварка пленок внахлест).
Первый вариант используется в основном для сварки пластмассовых конструкций, резервуаров и трубопроводов, второй – для соединения полотнищ кровельных мембран, тентовых тканей, геомембран.
Автоматика или руки мастера?
Для сварки кровельных мембран применяют ручное, полуавтоматическое и автоматическое сварочное оборудование.
Автоматическое оборудование предназначено для устройства стыков мембраны на основной плоскости кровли, на горизонтальных и вертикальных поверхностях. Главное его преимущество – независимость качества шва от квалификации сварщика.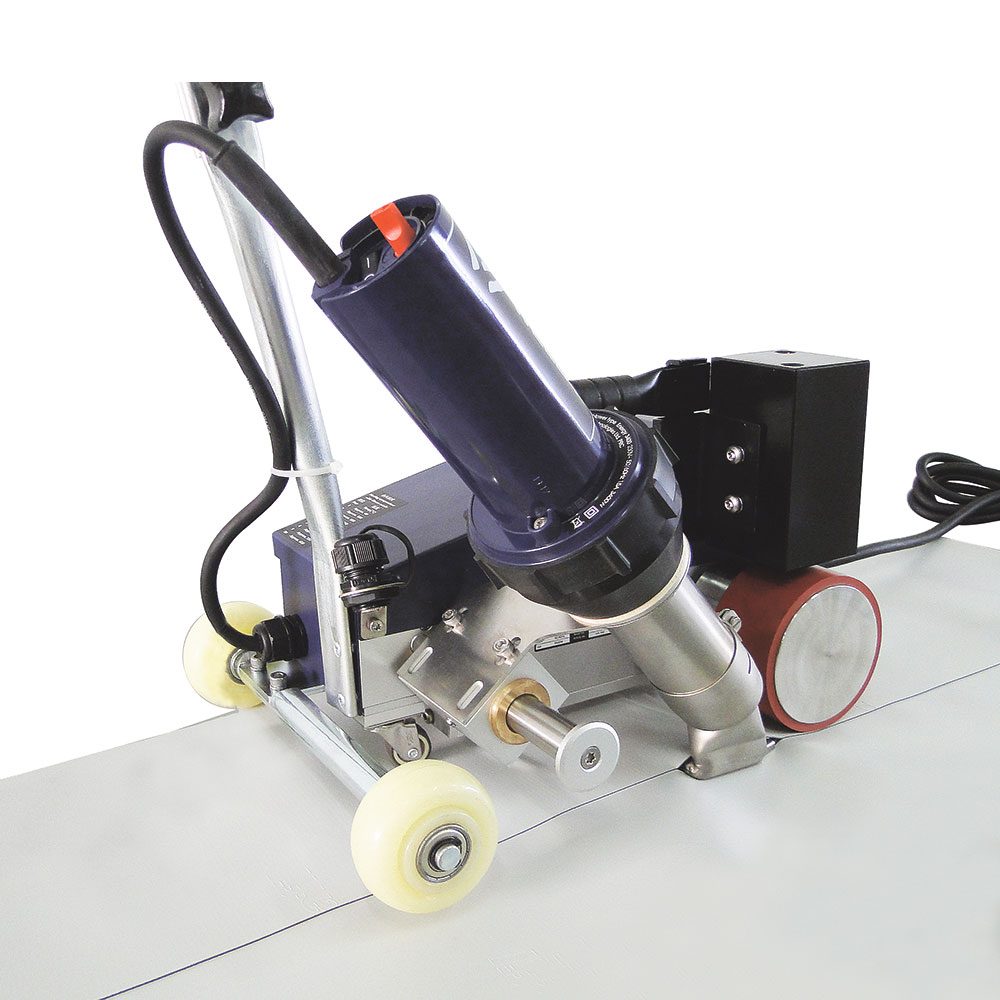 Функции оператора сварочного автомата сводятся лишь к подбору с помощью пробной сварки необходимых параметров (температуры и скорости воздействия) и корректировке траектории движения сварочного автомата вдоль нахлеста полотнищ. Температура и скорость сварки регулируются электроникой, а значит, не зависят от колебаний напряжения в сети и?температуры окружающей среды. Кроме того, машина контролирует и расход воздуха, что важно для монтажа ТПО-мембран. С помощью сварочных машин-автоматов можно заметно увеличить скорость работы, не теряя при этом стабильно высокого качества работы, – автоматика позволяет получать за минуту 2-8 м абсолютно ровного и качественного шва.
Функции оператора сварочного автомата сводятся лишь к подбору с помощью пробной сварки необходимых параметров (температуры и скорости воздействия) и корректировке траектории движения сварочного автомата вдоль нахлеста полотнищ. Температура и скорость сварки регулируются электроникой, а значит, не зависят от колебаний напряжения в сети и?температуры окружающей среды. Кроме того, машина контролирует и расход воздуха, что важно для монтажа ТПО-мембран. С помощью сварочных машин-автоматов можно заметно увеличить скорость работы, не теряя при этом стабильно высокого качества работы, – автоматика позволяет получать за минуту 2-8 м абсолютно ровного и качественного шва.
Средняя скорость сварки с помощью ручного оборудования не превышает 40 см в минуту. Без ручной сварки не обойтись при выполнении сложных элементов – деталей примыканий. На длинных прямых швах монотонная работа повышает вероятность ошибки оператора – в этом случае человека успешно заменяет автомат.
Полуавтоматическое оборудование предназначено для соединения полотнищ мембраны на вертикальных поверхностях, больших уклонах, в местах, куда доступ массивной сварочной машины-автомата затруднен (например, на парапетах). Для устройства стыков мембраны в местах, принципиально недоступных для автоматического оборудования, применяют ручную сварку.
Для устройства стыков мембраны в местах, принципиально недоступных для автоматического оборудования, применяют ручную сварку.
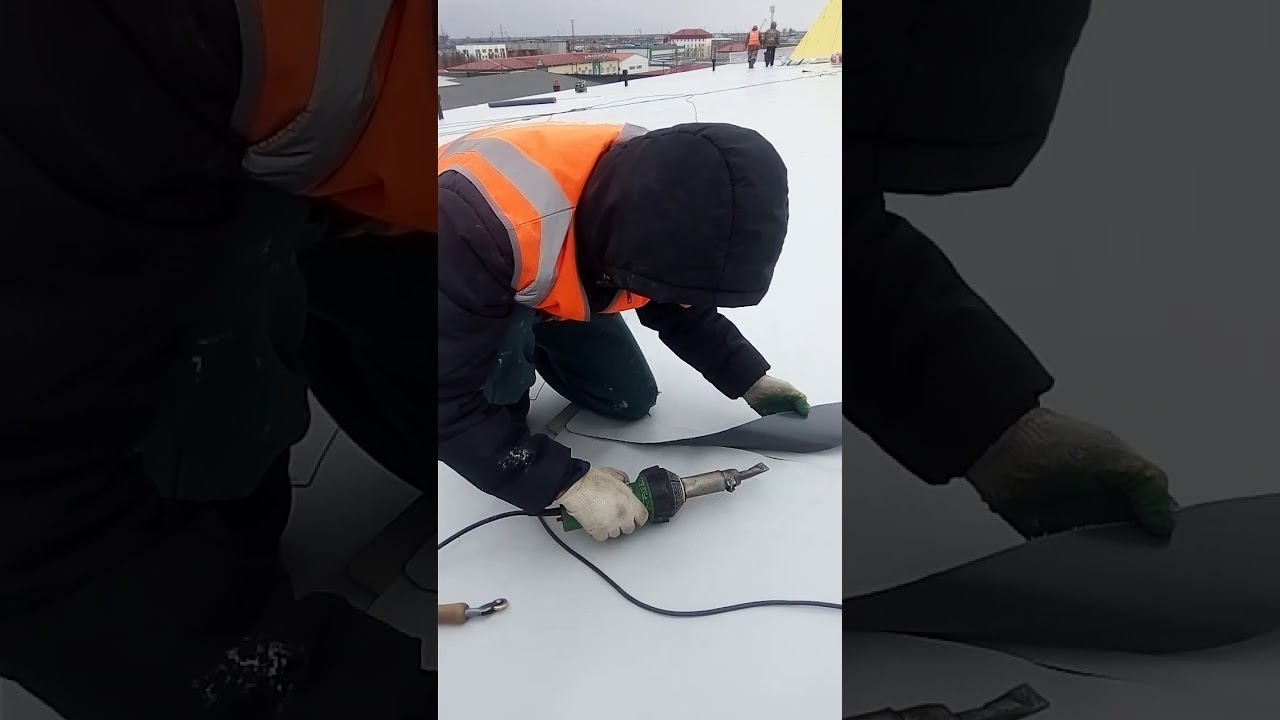
Криволинейные участки кровли, места выхода технологических конструкций, примыкания кровли к парапетам, стенам, стыки мембран по коротким торцам рулонов – вот классическая область применения ручных сварочных аппаратов, которые часто называют термофенами. Современный термофен предельно удобен в работе благодаря малой массе и уменьшенной рукоятке, безопасен – обладает охлаждаемой защитной трубкой – и рассчитан на длительную эксплуатацию. Практически все модели оснащены цифровым дисплеем, по которому можно отслеживать соответствие реальных параметров сварки заданным.
Также часть аппаратов обладает функцией электронной регулировки температуры, а также автоматическим отключением мотора в ситуациях, ухудшающих качество работ и угрожающих безопасности сварщика. К недостаткам ручной сварки можно отнести невысокую скорость работы, нестабильность качества сварного шва и ограничение по толщине свариваемых мембран.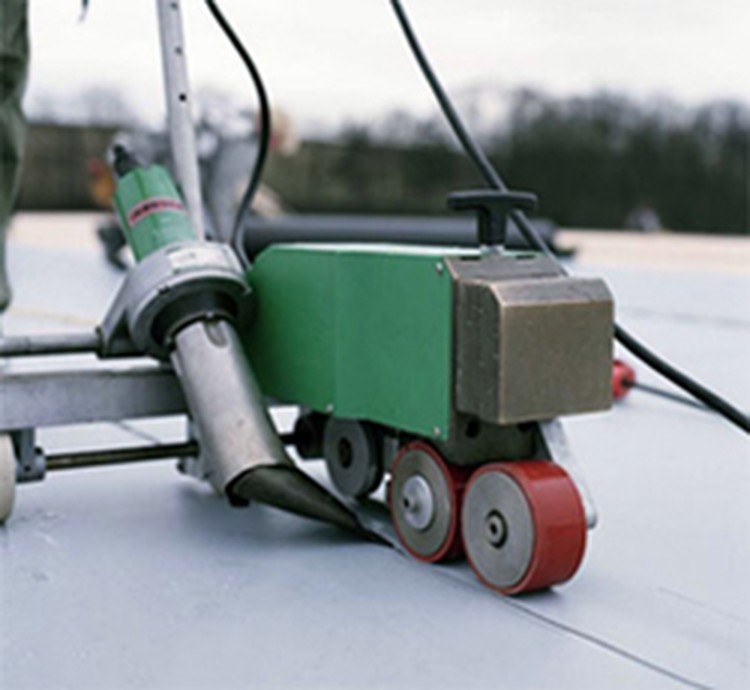
Производители сварочного оборудования
LEISTER Process Technologies
Лидером на российском рынке оборудования для сварки термопластов является компания LEISTER Process Technologies («ЛЯЙСТЕР», Швейцария). Она была основана в 1944 г. (торговая марка зарегистрирована в 1949 г.), и на протяжении вот уже 65 лет основной ее специализацией является производство промышленных нагревателей и аппаратов для сварки пластиков. Позже в ассортименте LEISTER появились микросистемы и оборудование для лазерной сварки.
В настоящее время LEISTER представляет более 10 000 наименований специализированного оборудования — от промышленных систем до компактных и простых в эксплуатации ручных инструментов. Вся продукция выпускается на собственном производстве. Для применения на кровле рекомендованы ручные аппараты «Триак S», «Триак PID», «Хот-Джет S», а также полуавтоматический сварочный аппарат «Триак Драйв». Среди автоматических сварочных машин наибольшей популярностью пользуется «Варимат V» и его модификация — «Битумат», предназначенный для сварки битумно-полимерных мембран. В России компания представлена с 1996 г.
В России компания представлена с 1996 г.
FORSTHOFF GmbH
Немецкая фирма FORSTHOFF GmbH производит высококачественные аппараты горячего воздуха (термофены) более 25 лет. В начале 2009 г. компания начала производство ручных строительных фенов новой S-серии. Можно сказать, что новые аппараты стали более «дружественными» к оператору – они лучше сбалансированы, кнопки управления находятся не под пальцами сварщика, а на торце рукоятки, что препятствует случайному нажатию, рукоятки инструментов стали более эргономичными.
Все строительные фены S-серии оснащены новым электродвигателем с повышенным ресурсом графитовых щеток – 1500 ч. Изменения коснулись и самих щеток – их замена занимает считанные секунды, а новая конструкция исключает повреждение коллектора пружиной после износа щетки. Типичными представителями серии являются аппараты QUICK-S Electronic, HOT AIR S и GRAND-S Electronic.
HERZ
Группа компаний Herz, основанная в 1965 г. в Нойвиде (Германия), создала отдельное направление по разработке и производству оборудования и механизмов для сварки и гибки пластмасс под названием «Herz GmbH Kunststoff — und Warmetechnologie». В 1973 г. группа Herz открыла другой независимый филиал в Австрии — Herz Austria GmbH. Были созданы деловые отношения с прежней Югославией, Венгрией и Польшей.
в Нойвиде (Германия), создала отдельное направление по разработке и производству оборудования и механизмов для сварки и гибки пластмасс под названием «Herz GmbH Kunststoff — und Warmetechnologie». В 1973 г. группа Herz открыла другой независимый филиал в Австрии — Herz Austria GmbH. Были созданы деловые отношения с прежней Югославией, Венгрией и Польшей.
Диапазон изделий был расширен аппаратами и фенами, сваривающими горячим воздухом, ручными сваривающими экструдерами от Munsch, тестовыми приборами контроля сварных швов и другим специальным испытательным оборудованием для обработки пластмассы, сварочными машинами для листовых пластиков. С 2007 г. продукция и сервис компании стали доступны и в России. Самые популярные инструменты производства Herz, пригодные для использования на кровле, – ручной строительный фен Rion и сварочная машина-автомат Laron. Остальные представители серии – ERON, COMON и MION — для кровельных работ применяются редко.
Автоматическая сварочная машина Laron и ручной фен Rion отличаются простой и надежной электрической схемой от известного германского разработчика DOHLE на основе японских контроллеров.
Lansite
В последнее время в «бюджетной» ценовой категории серьезную конкуренцию лидерам составляет продукция американской компании Lansite. Термофены Hurricane и Tornado имеют широкий спектр применения и отличные технологические характеристики.
SIEVERT
Sievert – компания, специализирующаяся на разработке и производстве профессиональных инструментов для нагрева и пайки. Ее головной офис находится в Стокгольме (Швеция), а часть производств – в Тарту (Эстония). Для применения на кровле компания предлагает сварочную машину-автомат SIEVERT TW 5000. Кстати, именно этот аппарат официально рекомендует для сварки мембран «ПЛАСТФОИЛ» компания «ПЕНОПЛЭКС СПб». SIEVERT TW 5000 оборудован уникальной полноприводной двигательной системой, обеспечивающей качественную сварку кровельных мембран различной толщины. Дополнительно предусмотрена подстройка передних колес для эксплуатации машины под разными углами. Мощный двигатель и хорошая подвеска позволяют машине подниматься по поверхностям, расположенным под углом до 30°.
SIKA Sarnafil Manufacturing AG
Концерн Sika, который представляет на рынке, помимо ПВХ-мембран под собственной маркой, мембраны ТПО Sarnafil, рекомендует для монтажа последних автоматические машины Sarnamatic 661и Sarnamatic 661 Plus. Эти машины были разработаны компанией Sarnafil в целях организации полной комплектации объектов (от гидроизоляции и утеплителя до элементов крепежа и автоматического оборудования). С 2008 г. эти аппараты выпускаются на производственных мощностях компании Leister.
Технические параметры автоматических машин Sarnamatic 661 и Sarnamatic 661 Plus настроены на применение с мембранами Sarnafil. Они предназначены для бережной и эффективной сварки этих мембран. Аппарат имеет компактный дизайн, оптимальную массу и систему стабилизации, позволяющую реже корректировать траекторию движения по кровле. Также удобен большой легкочитаемый дисплей с автоматической регулировкой яркости и меню на 12-ти основных языках. Sarnamatic 661 Plus имеет дополнительное оснащение для сварки ТПО-мембран без применения средств для подготовки шва, а также для приваривания профилей для имитации фальцевой кровли. Сбалансированность конструкции этих машин позволяет производить сварку кровельных мембран на парапетах шириной свыше 18 см.
Sarnamatic 661 Plus имеет дополнительное оснащение для сварки ТПО-мембран без применения средств для подготовки шва, а также для приваривания профилей для имитации фальцевой кровли. Сбалансированность конструкции этих машин позволяет производить сварку кровельных мембран на парапетах шириной свыше 18 см.
«Секреты» качественной сварки
1. Только чистые поверхности гарантируют безукоризненное качество сварного шва! Пыль, волокна изоляционных материалов и грязь со свариваемых поверхностей мембран следует убрать влажной тряпкой, а от следов битума, нефти, клея избавиться с помощью специального средства-очистителя.
2. Раскатывать мембрану нужно свободно, без натяжения. При ширине сварного шва не менее 20 мм нахлест мембран должен составлять как минимум 50-80 мм. Термочувствительные нижние слои (например, теплоизоляция из пенополистирола) и неровное основание кровли требуют большего нахлеста полотнищ.
3. Для предотвращения скольжения мембран друг относительно друга их можно предварительно точечно зафиксировать.
4. Для выбора параметров, наиболее подходящих для конкретных погодных условий и типа материала, необходимо проводить предварительную пробную сварку.
5. В Т-образном пересечении мембран край сварного шва должен быть скошен под углом в середине, чтобы предотвратить возникновение капиллярных каналов. Это можно сделать с использованием сопла шириной 20 мм и латунного прикаточного ролика, а также с помощью специального подрезного ножа.
6. При температуре окружающего воздуха ниже 5 °С материал рекомендуется укладывать в предварительно нагретом состоянии, в целях предотвращения усадки армирующего слоя и возникновения эффекта «коробления». Использования герметиков возможно только при температуре выше 5 °С.
7. Если мембрана повреждена или после проверки в шве обнаружен брак, неполадка устраняется привариванием заплаты из нового материала на поврежденный участок. Заплата имеет закругленные края и по размеру больше поврежденной или бракованной области как минимум на 50 мм по длине и ширине в каждую сторону.
Полина Барбашова
Статья подготовлена по материалам компаний: «Ольмакс», «КМК Групп»,
«АДР-Технология», ЗАО «ПетроПримус», ООО «Зика», «Пеноплэкс», ООО «Протан Рус»
Денис Кушнир, менеджер по продажам ПВХ-мембран, «Пеноплэкс-СПБ»
Масса сварочного аппарата, температура и скорость сварки регулируются монтажниками. Выбор режима сварки по данным параметрам обуславливается индивидуальностью материала, погодными условиями, температурой окружающей среды. При скачках напряжения в сети происходит сбой в работе автоматических сварочных машин в виде кратковременной потери температуры, что сильно влияет на качество сварного шва. Другими словами, при падении напряжения возможен «непровар» шва.Как правило, оборудование для сварки горячим воздухом применяется для работы с ПВХ- и ТПО-мембранами. Полотнища ЭПДМ-мембраны (каучук) сварить таким образом невозможно. Однако отдельные производители ЭПДМ-мембран (марки Duraproof, «Резитрикс», Trelleborg) стали выпускать свою продукцию с нанесенным на нее (по краю или?по всей поверхности) термопластичным полимером.
Это позволяет применять при монтаже кровельных материалов перечисленных выше марок аппараты для сварки горячим воздухом.
 Это позволяет применять при монтаже кровельных материалов перечисленных выше марок аппараты для сварки горячим воздухом.
Это позволяет применять при монтаже кровельных материалов перечисленных выше марок аппараты для сварки горячим воздухом.
Александр Зернов, директор ООО «Протан Рус»
При выборе того или иного оборудования каждая компания исходит из своего практического опыта. Например, скандинавская компания PROTAN AS, исходя
из своего 40-летнего практического опыта кровельных работ, рекомендует оборудование Leister и Herz как наиболее отвечающее параметрам «качество-надежность-сервис».
| Компания-производитель | Представитель в России | наличие сервисного центра для ремонта аппаратуры | Производимое оборудование | Технические характеристики | Сфера применения и комментарии | ||||||
| Напряжение, В | Частота, Гц | Мощность, кВт | Температурный диапазон, °С | Вес, кг | Длина шнура питания, м | Скорость сварки, м/мин | |||||
| Leister | «Ольмакс» | Сервисные центры в городах: Москва, Санкт-Петербург, Новосибирск, Екатеринбург | «Варимат V» | 230/400 | 50/60 | 4,6/5,7/6,3 | 20-620 | 32 | 5 | 0,5 – 5,0 | Сварочная машина-автомат |
| «Триак S» | 230 | 50/60 | 1,6 | 20-700 | 1,3 | 3 | — | Ручной строительный фен. Все параметры сварщик выставляет вручную и контролирует сам. Все параметры сварщик выставляет вручную и контролирует сам. | |||
| «Триак PID» | 230 | 50/60 | 1,6 | 50-600 | 1,4 | 3 | — | Ручной строительный фен. Чувствителен к качеству питающей сети, параметры контролируются автоматически | |||
| «Хот-Джет S» | 230 | 50/60 | 0,46 | 20-600 | 0,58 | 3 | — | Ручной строительный фен. Самый легкий из представленных на рынке! | |||
| «Битумат» | 230/400 | 50 | 6,7 | 20-650 | 42 | — | До 12 | Сварочная машина-автомат. Предназначена для сварки битумно-полимерных покрытий. Предназначена для сварки битумно-полимерных покрытий. | |||
| «Lansite» | «КМК Групп» | Неизвестно | Hurricane (Харрикейн) | 230 | 50/60 | 3,0 | 40-650 | 1,5 | 3 | — | Ручной строительный фен |
| Tornado (Торнадо) | 230 | 50/60 | 1,6 | 40-700 | 1,3 | 3 | — | Ручной строительный фен | |||
| FORSTHOFF GmbH | «АДР-Технология» * | Сервис-центр в России есть | QUICK-S Electronic | 230 | 50 | 1,5 | До 700 | 1,2 | 3 | Ручной строительный фен | |
| HOT AIR S | 230 | 50 | 3,0 | До 700 | 1,4 | 3 | Ручной строительный фен | ||||
| GRAND-S Electronic | 230 | 50 | 3,0/4,0 | До 700 | 1,36 | 3 | Ручной строительный фен | ||||
| SIEVERT | ЗАО «ПЕТРОПРИМУС» | Планируется открытие сети сервисных центров совместно с компанией «ПЕНОПЛЭКС» | SIEVERT TW 5000 | 230 | 60 | 5,0 | 40-650 | 31 | — | До 6 | Сварочная машина-автомат |
| Sika | ООО «Зика» | Обслуживание производит компания «Ольмакс» | Sarnamatic 661 | 230/400 | 50/60 | 3,6/5,0 | До 520 | 67 | 15 | 0,1-4 | Сварочная машина-автомат |
| HERZ («Herz GmbH Kunststoff — und Warmetechnologie) | ООО «Велд-Пластик» | Сервисный центр в Москве | RION | 120/230 | 50/60 | 1,6 | 20-650 | 1,3 | — | — | Ручной строительный фен |
| LARON | 230/400 | 50/60 | 4,6/5,7 | 20-620 | 35 | — | — | Сварочная машина-автомат | |||
* — компания не является официальным дилером, однако, предоставляет наиболее полный ассортимент продукции FORSTHOFF GmbH
Лучшие способы сварки геомембраны: комментарии профессионалов!
Содержание:
- Рассмотрим основные методы сварки
- Таблица: Описание распространённых видов мембран
- Лучшие способы проверки сварки мембран
- Сварка мембраны
Хотите узнать, как эффективно выполнить сварку полотен геомембраны, чтобы она служила долгое время и не требовала ремонта. Далеко не секрет, что к герметичности гидроизолирующих покрытий из гидроизолирующей геомембраны, предъявляются высокие требования, поэтому для монтажа мембраны используется специальное оборудование. Высокотемпературные ручные фены и сварочные полуавтоматы, только пользоваться ними нужно умело и изучить все секреты, как полимерные мембраны соединяются при высокой температуре.
Далеко не секрет, что к герметичности гидроизолирующих покрытий из гидроизолирующей геомембраны, предъявляются высокие требования, поэтому для монтажа мембраны используется специальное оборудование. Высокотемпературные ручные фены и сварочные полуавтоматы, только пользоваться ними нужно умело и изучить все секреты, как полимерные мембраны соединяются при высокой температуре.
Рассмотрим основные методы сварки
- Для создания прочного и герметичного шва, используется несколько способов, в том числе – сварка материала посредством нагревательного клина. В процессе работы, свариваемые полотна прогреваются горячим клином и прижимаются специальными валиками до полного соединения, оставляя при этом контрольный канал. Для дополнительной защиты мембранного покрытия от механических повреждений желательно выполнить подложку из качественного геотекстиля.
- В ситуациях, когда применение клиновой сварки затруднено, проблема решается использованием экструзионной сварки. В данной технологии применяется экструдер и сварочная проволока. В процессе протяжки проволоки через экструдер, она плавится, прогревая и соединяя стыкуемые фрагменты покрытия. Экструзионная сварка геомембраны в вариантах, когда соединяемые полотна образуют тавровый стык, дополнительно дублируется экструдером.
 В данной технологии применяется экструдер и сварочная проволока. В процессе протяжки проволоки через экструдер, она плавится, прогревая и соединяя стыкуемые фрагменты покрытия. Экструзионная сварка геомембраны в вариантах, когда соединяемые полотна образуют тавровый стык, дополнительно дублируется экструдером.
В данной технологии применяется экструдер и сварочная проволока. В процессе протяжки проволоки через экструдер, она плавится, прогревая и соединяя стыкуемые фрагменты покрытия. Экструзионная сварка геомембраны в вариантах, когда соединяемые полотна образуют тавровый стык, дополнительно дублируется экструдером.Таблица: Описание распространённых видов мембран
| Вид мембран | Из чего производится | Применение |
|---|---|---|
| LDPE | из нефтепродуктов путем полимеризации свободного радикала при воздействии высокого давления со строго определенным количеством присадок – стабилизаторов и антиоксидантов | Искусственные водоёмы, накопители сточных вод, резервуары для твёрдых и жидких бытовых отходов, как разделительный слой при строительстве дорог и туннелей, как фильтрующий слой, в устройстве фундаментов и цоколей |
| HDPE | методом экструзии, сырьем для производства HDPE служит полиэтилен высокой плотности.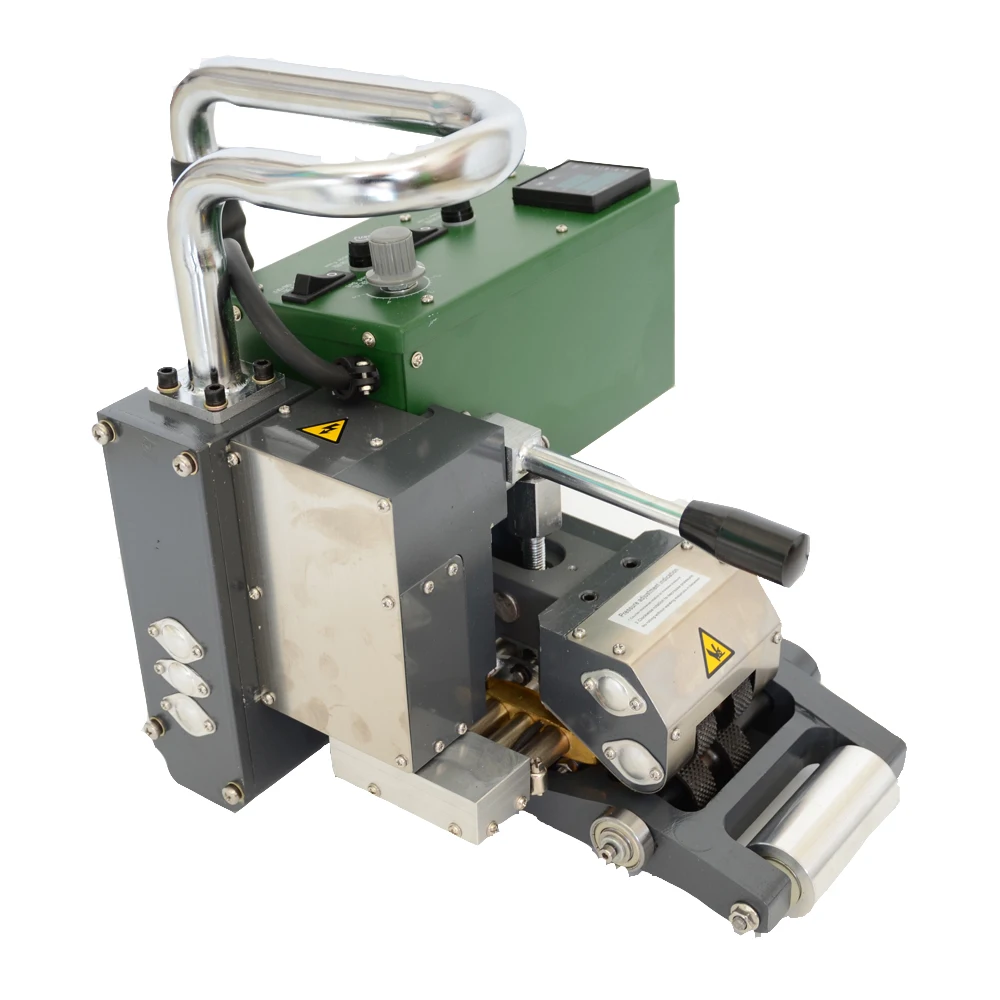 | Для полигонов бытовых отходов, для резервуаров хранения воды, в том числе и питьевой, для пропускных каналов, для хранилищ отвалов горной породы |
| EPDM | синтетический EPDM-каучук, смешанный с разного рода вулканизирующими присадками и модифицированными маслами | укрепления и гидроизоляции склонов, для оросительных каналов и прудов, гидроизоляции внутренних и внешних стен, изолирующей «подушки» под фундамент, навозохранилищ и полигонов ТБО, формирования декоративных водоемов |
Лучшие способы проверки сварки мембран
Основная цель сварки — получение прочного и герметичного соединительного шва, контроль качества выполненных сварочных работ осуществляется несколькими способами.
- Первый заключается в проверке герметичности шва сжатым воздухом. Для этого оба конца сварного шва герметизируются, а в контрольный канал вводится разметочная игла. Величина подаваемого давления зависит от температурных показателей поверхности геомембраны. На протяжении 10 минут, падение давления допускается не более чем на 10%. После проведенного испытания, контрольное отверстие в обязательном порядке заваривается.
- Второй способ базируется на основе применения вакуум-насоса. Поверхность проверяемого участка обрабатывается мыльным раствором, после чего на нем устанавливается вакуумный колпак, с закрытым клапаном сброса давления. Очень важно обеспечить плотное прилегание колпака к поверхности шовного соединения. После откачки воздуха, на протяжении 15 секунд, шов проверяется на отсутствие мыльных пузырей. При их полном отсутствии, колпак переносится на новый участок с нахлестом в пределах 75 мм.
- Третий способ базируется на разрушении взятых образцов, поскольку направлен на определение прочности сварного соединения. Для этого из шва вырезаются контрольные образцы, поврежденные участки завариваются заплатками из аналогичного материала.
 На протяжении 10 минут, падение давления допускается не более чем на 10%. После проведенного испытания, контрольное отверстие в обязательном порядке заваривается.
На протяжении 10 минут, падение давления допускается не более чем на 10%. После проведенного испытания, контрольное отверстие в обязательном порядке заваривается.В строительстве широко практикуется сварка мембранных материалов, включая геомембрану hdpe, внахлест. Края соединяемых полотен укладываются с небольшим нахлестом и прогреваются до размягчения, после чего прижимаются специальным роликом.
Края соединяемых полотен укладываются с небольшим нахлестом и прогреваются до размягчения, после чего прижимаются специальным роликом.
Однородность и качество шва зависят от равномерности прогрева и перемещения сварочного оборудования. Такой способ, использования присадочных материалов не предусматривает. Сварка полимерных материалов внахлест актуальна для изготовления и ремонта тентов, навесов, кровельных покрытий.
Следует отметить, что ручные фены рационально использовать при небольших объемах работ и для отделки труднодоступных мест.
Неоправданно применение слишком мощного, более 3 тысяч ватт, оборудования. Работа с таким феном требует от оператора высокой квалификации, в противном случае, такая мощность будет неэффективной.
Видео: Сварка мембраны
Предлагаем полезное видео о лучших способах сваривания гидроизоляционной мембраны.
Мы рассказали вам основные технологии сварки полотен геомембранных покрытий. Однако помните, что для каждого вида мембраны, режим сварки подбирается индивидуально. При этом учитываются свойства материала, мощность оборудования, температурно-влажностные параметры наружного воздуха. В процессе сварочных работ, качество шва проверяется через 30 минут, это позволит своевременно вводить нужные коррективы и исключить брак в работе.
Однако помните, что для каждого вида мембраны, режим сварки подбирается индивидуально. При этом учитываются свойства материала, мощность оборудования, температурно-влажностные параметры наружного воздуха. В процессе сварочных работ, качество шва проверяется через 30 минут, это позволит своевременно вводить нужные коррективы и исключить брак в работе.
Звоните к нам по номеру +7 (495) 646 09 38 прямо сейчас! Опытные менеджеры предложат вам необходимый тип геомембраны для вашего проекта, сделают скидки на сертифицированный геотекстиль Авантекс и другие геосинтетики при оптовом заказе, а также примут заявку на монтаж, если вы не сможете справиться самостоятельно. Мы всегда рады Вам помочь!
Гидроизоляция фундамента с помощью полимерных мембран
Принципиальное отличие мембранной гидроизоляции фундамента, выполненной из полимерных мембран и наплавляемой гидроизоляции из битумно-полимерных рулонных материалов, заключается в отсутствии сплошной приклейки к основанию.
Если при повреждении наплавляемой гидроизоляции вода, столкнувшись с бетоном в месте повреждения, дальше, скорее всего не пройдёт, то при повреждении полимерной мембраны вода проходит за неё и распространяется между бетоном и гидроизоляцией, ища слабое место в бетоне. С другой стороны полимерная мембрана не приклеена к бетону, следовательно, она меньше зависит от деформаций всей конструкции и ее отдельных частей, а также ее можно монтировать на влажном основании.
Кроме того, полимерные мембраны обладают следующими преимуществами: не требуют тщательного выравнивания основания, обладают практически нулевым водопоглощением, высокой устойчивостью к старению, гниению и прорастанию корней.
Начало/>
Перед монтажом рулонных материалов желательно устранить все острые выступы и сделать выкружки (галтели), чтобы не произошло разрушение мембраны при засыпке котлована грунтом и в процессе эксплуатации сооружения. Этого можно не делать, но тогда необходимо тщательно контролировать процесс засыпки котлована грунтом и его уплотнения.
Определяются необходимые длины рулонов, места и направления их стыковки.
Необходимо предотвращать контакт со всеми материалами, содержащими битум, жир, деготь, масла, растворители, а также исключать прямой контакт с полимерными материалами из пенополистирола, полиизоцианата, фенолсодержащих пен, которые могут сильно повлиять на свойства материала. Это достигается путем применения подкладочных слоев (снизу и/или сверху материала в зависимости от конструкции), например из иглопробивного термообработанного геотекстиля.
Горизонтальная гидроизоляция Горизонтальная гидроизоляцияНа горизонтальное основание материал укладывается по следующей технологии. На подготовленное основание свободно укладывается подкладочный слой из иглопробивного термообработанного геотекстиля развесом 300-500 г/м2. Геотекстиль обеспечивает защиту мембраны от возможных повреждений и снижает нагрузки от давления. Нахлесты полотнищ геотекстиля свариваются между собой горячим воздухом и должны составлять не менее 150 мм.
Поверх геотекстиля свободно укладывается ПВХ мембрана . Нахлесты полотнищ мембраны должны составлять не менее 100 мм и свариваются между собой горячим воздухом при помощи специального автоматического или ручного (в труднодоступных местах) сварочного оборудования.
Сварка происходит с образование двойного шва и центральным воздушным каналом (проверочным каналом), который позволяет контролировать герметичность сварки. Ширина каждого из сварных швов должна быть не менее 15 мм. Ширина воздушного канала – не более 20 мм.
Вертикальная гидроизоляция Вертикальная гидроизоляцияНа вертикальных конструкциях ПВХ мембрана крепится путем точечной приварки горячим воздухом к металлическим элементам с ПВХ покрытием или ПВХ ронделям, механически закрепленным к основанию через подкладочный слой. Также возможно крепление ПВХ мембраны к фрагментам ПВХ мембраны закрепленным механически к гидроизолируемой поверхности. ПВХ рондели устанавливаются с шагом 1,0-1,5 м по горизонтали и 2,0-2,5 м по вертикали, с оставлением припуска по вертикали не менее 200 мм, под состыковку со следующим листом мембраны. Вертикальный ряд ронделей рекомендуется располагать как можно ближе к центру рулона. Мембрана обратной стороной при помощи горячего воздуха приваривается к ПВХ ронделю.
По уложенной ПВХ мембране устраивается защитный слой из термоскрепленного геотекстиля развесом не менее 500 г/м2. Нахлесты полотнищ материала должны составлять не менее 150 мм и свариваются между собой горячим воздухом. На вертикальную поверхность геотекстиль точечно приклеиваться к мембране клеевым составом (например, контактный клей на основе полиуретана).
Поверх защитного слоя укладывается полиэтиленовая пленка толщиной 200-300 мкм. Нахлёсты полотен полиэтиленовой пленки должен составлять не менее 100 мм и склеиваться между собой двухсторонним скотчем. Полиэтиленовая пленка используется в качестве скользящего слоя между геотекстилем и бетоном защитного слоя. Она также предотвращает пропитывание геотекстиля продуктами
Сварка ПВХ мембраны Сварка ПВХ мембраныПеред сваркой горячим воздухом требуется удалить все загрязнения в области сварного шва при помощи специального очистителя для ПВХ мембран . Также очиститель необходимо использовать для удаления битумных или масляных пятен на всей поверхности рулонов ПВХ мембраны возникших в процессе монтажа или чистки сварочного оборудования.
Сварку мембраны допускается производить при температуре окружающего воздуха не ниже минус 15°С и не выше + 50°С.
Перед началом сварочных работ необходимо произвести пробную сварку швов гидроизоляционной мембраны для определения необходимых параметров сварки.
На параметры сварки оказывают влияние параметры окружающей среды. Параметры сварки должны подбираться в начале каждого рабочего дня, повторно при существенном изменении состояния окружающей среды или после длительных перерывов в работе.
По окончанию монтажа производится контроль качества сварных швов и возможных повреждений ПВХ мембраны. Качество сварного шва определяют не ранее, чем через 30 минут после его выполнения.
Гидроизоляция стены в грунте
У ПВХ мембран есть еще одна отличительная особенность. С применением ПВХ мембран можно устроить ремонтопригодную систему в случае возведения фундаментов по принципу «стена в грунте», т.е. в случае расположения мембраны между двумя слоями бетона.
Суть ремонтнопригодной системы – деление специальными прокладками гидроизоляционной мембраны на отдельные карты (примерно по 100-150 м2) и установку специальных инъекционных штуцеров, что позволяет быстро определять место повреждения (протечки), и тем самым ликвидировать отдельные места протечек в определенной карте, а не во всем гидроизоляционном контуре сооружения.
При делении мембраны на отдельные карты в качестве специальных прокладок рекомендуется использовать боковые ПВХ гидрошпонки . Гидрошпонки привариваются горячим воздухом при помощи специального оборудования к смонтированной на бетонной поверхности мембране, в результате вся гидроизоляция делится на локальные зоны (карты), ограниченные по периметру ПВХ гидрошпонкой. Деление на карты локализует протечки воды в рамках одной карты и предотвращает перемещение воды между картами в случае повреждения гидроизоляции в одной из карт.
В каждую ограниченную карту устанавливаются от 2 до 6 ПВХ штуцеров, но не менее 2 штук, независимо от размеров локальной зоны (карты). Штуцер точечно приваривают к ПВХ мембране в период устройства гидроизоляционной системы. В штуцер вставляется контрольно-инъекционная трубка (например, из полипропилена) и затягивается стальным хомутом. Трубки устанавливаются во время монтажа арматурных каркасов и развязываются к арматуре, для предотвращения их смещения в процессе бетонирования. Инъекционные трубки одной локализованной карты соединяются в монтажном коробе, через который и осуществляются инъекционные работы.
В случае обнаружения протечки в какой-либо из зон, ремонт осуществляется путем закачивания специальных ремонтных составов, например, на основе полиуретана, эпоксидных смол, акрилата, полимерцемента и т.д. по контрольно-инъекционным трубкам.
При неблагоприятной гидрогеологической обстановке (наличии высокого гидростатического давления подземных вод) наряду с однослойной ремонтной системой возможно применение двухслойной (активной) гидроизоляционной системы. Двухслойная гидроизоляционная система состоит из двух слоев ПВХ мембран и применяется для увеличения степени защиты подземных сооружений при больших напорах подземных вод.
КровТрейд-ROOF ARCTIC, гидроизоляция кровли
ПВХ мембраны – это кровельные и гидроизоляционные материалы с определенным типом армирования, которые отлично подходят для устройства и ремонта кровельных конструкций. При этом данные продукты, в частности KTmembrane, обладают отличными физико-механическими показателями и имеют устойчивый спрос на строительном рынке. Объясняется это положительным опытом применения ПВХ мембран при устройстве кровель различных зданий и сооружений.Следует отметить, что устройство кровли из ПВХ мембран — это высокотехнологичный процесс с определенным техническим сопровождением, включающим: инженерные расчеты, набор комплектующих, технологический контроль, гарантийное обслуживание. ПВХ мембрана сваривается горячим воздухом. При этом технология сварки гарантирует цельную и полностью герметичную поверхность, без вероятности воспламенения и нарушения целостности шва. Сваренное покрытие столь же крепко, как и сама мембрана. Полотна свариваются автоматической сварочной машиной, которая оптимизирует температуру, скорость и давление. Сварка выполняется путем нагрева верхнего и нижнего слоев мембраны и одновременного сжатия поверхностей одной к другой. Шов образуется немедленно. Сварка возможна при влажной и морозной погоде, поскольку горячий воздух сушит и прогревает обе поверхности, прежде чем сварить.
Подчеркнем, что KTmembrane – это кровельная и гидроизоляционная ПВХ мембрана, произведенная на современном оборудовании передовым способом экструдирования. Суть в том, что уникальная экструзионная линия позволяет получать отличные качественные характеристики данного продукта. Например, отличную гомогенность состава. Соответственно, и высокие гибкостные свойства. Данный факт особенно важен в климатических условиях России, где одним из важнейших показателей ПВХ мембраны является ее морозостойкость. Поэтому KTmembrane создана и производится с учетом всех особенностей российского климата.
Мембраны полимерные профилированные КТ ДРЕЙН — это полотна из полиэтилена высокой плотности с отформованными округлыми выступами высотой 8 мм. Поверхность мембраны эффективно распределяет давление грунта по всей площади основания или фундамента зданий и сооружений. При этом исключается образование локальных (точечных) нагрузок. Пространство между стеной и полотном мембраны, образованное выступами, позволяет свободно циркулировать воздуху, улучшая температурно-влажностный режим помещения.
Купить рулонные кровельные и гидроизоляционные ПВХ мембраны вы можете обратившись по тел.: +7 (343) 253-60-70
особенности процесса и выбора оборудования. Статьи компании «Prostir»
Каждое здание нуждается в долгосрочной защите от разрушающего воздействия окружающей среды. Постоянные перепады температуры, атмосферные осадки в виде дождя, снега и града не должны влиять на целостность постройки. Именно поэтому профессионалы советуют купить ПВХ ткань, которая стала основой специальной кровельной мембраны. Она состоит из полотен рулонной пленки, которая после раскатки под воздействием горячего воздуха образует на кровле защитный, гидроизоляционный слой.
Человеку, далекому от строительства, может показаться, что процесс довольно простой и не требует специфических умений и навыков. Однако это трудоемкий процесс, овладеть которым возможно лишь с опытом. Помимо профессионализма, необходимо специальное оборудование для сварки полимерных кровельных мембран горячим воздухом – ручное или автоматическое, а также набор дополнительных материалов. К примеру:
- крепежи – пластины, шайбы, рейки, дюбели, саморезы;
- герметик;
- утеплитель.
Особенность технологии позволяет справляться с поставленной задачей силами бригады из 5-6 человек, которым разрешается работать практически круглый год независимо от погодных условий и без привязки ко времени года. Автоматизация процесса достигается путем повышения квалификации и приобретения рабочими оборудования для сварки пвх мембраны и дополнительных девайсов.
Что представляет собой кровельная мембрана
Кровельная мембрана специальное покрытие, которое производится на основе поливинилхлорида. Это полифункциональный материал, который нашел свое применение в сфере строительства. Главные его преимущества заключаются в высокой степени защиты, которое оно обеспечивает основе. Соответственно, купив виниловую ткань не удастся полноценно защитить здание, а используя мембранные пленки, можно добиться термостабилизирующего и гидроизолирующего эффекта.
Удобно, что такой материал может быть использован для любого типа крыш как ровных, так и наклонных. Именно поэтому процесс соединения происходит тремя путями:
- механическим;
- приклеивающим;
- сварочным.
Как показывает практика, первые два способа, хоть и являются относительно бюджетными, не приносят желаемого эффекта и оказываются малонадежными. В свою очередь, сварка ПВХ мембран, по праву считается лучшим методом, который применяется в современном строительстве. Результат достигается только в том случае, если процедура выполнена специалистами с применением новейших технологий.
Обзор оборудования для сварки ПВХ
На рынке техники представлено два типа оборудования, которое может быть использована для защитных кровельных работ. Все девайсы можно условно разделить на ручные аппараты горячего воздуха и автоматические модели. Соответственно, специфика инструмента требует и разное соотношение прикладываемых усилий мастера.
Автоматы одинаково хорошо зарекомендовали себя в работе как на вертикальной, так и горизонтальной поверхностях. От сварщика требуется только верно задать направление работы и направлять девайс. А вот скорость автоматическая сварочная машина ПВХ тканей определяет самостоятельно, также, как и температурный режим, который заложен в самой системе. Это необходимо для эстетически привлекательного и герметичного шва, который образуется после завершения работ. Корректируя градусы нагрева, особенность в моменты понижения повышения скорости работы автомата для сварки мембран ПВХ, можно избежать перегревов. Как понять, что режим подобран правильно? Необходимо сделать предварительную пробу на кусочке материала.
Однако не всегда сварка происходит встык. Существуют случаи, когда необходимо соединить швы защитной пленки внахлест или в труднодоступных участках. Тогда на помощь придет полуавтоматический аппарат для сварки кровельной мембраны, которым разрешается пользоваться на всевозможных рельефах, будь то вертикаль, наклонный участок или даже парапет.
Одновременно с этим, строители сталкиваются с задачами, когда попросту невозможно применять автоматизированные девайсы. Чаще всего это труднодоступные места, куда не сможет подойти скоростная техника. Рабочим приходится вооружаться термофенами специальный фен для сварки ПВХ, управление которыми происходить вручную. Сферы применения:
- зоны примыкания кровли к стенам;
- криволинейные стыки;
- соединение торцов полотен.
Возможности ручного оборудования:
- Регулирование терморежима.
- Автоматическое отключение в аварийной ситуации.
Стоит отметить, что термофены, в отличие от ПВХ сварочный аппаратов, работают куда медленнее. Самостоятельно приходится выбирать толщину шва, а некоторые участки могут провариться не до конца. Для этого и необходим профессиональный опыт, чтобы в нестандартной ситуации дополнительно пользоваться всем ассортиментом девайсов и выбирать подходящее оборудование в зависимости от поставленных задач. Ведь в своей практике, рабочий сталкивается не только с кровельными работами, а и со свариванием ПВХ для лодок или тентов.
Предварительная подготовка
Технология заключается не только в умелом пользовании ручным или автоматическим оборудованием, но и в правильной подготовке материала:
- Удалении загрязнений с ПВХ влажной тряпкой.
- Стирания органики битума или клея при помощи растворителя.
- Растяжении материала.
- Учета температуры воздуха во время проведения работ.
Использование строительного фена при сварке геомембраны
На сегодняшний день существует огромный выбор мембран, используемых в строительстве и сооружении различных объектов. Основным предназначением таких материалов является гидроизоляция. Но при отсутствии полотен необходимой ширины и длины приходится применять оборудование для сварки геомембраны. В большинстве случаев это специальный фен для сварки мембраны, оказывающий воздействие на швы за счет горячего воздуха.
Нашими специалистами выполняются все виды мероприятий, которые подразумевают монтажные работы по сварке мембраны, например, сварка геомембраны строительным феном. Также мы предлагаем другие виды работ, гарантируя не только высокое качество их исполнения, но и надежность и прочность всех применяемых материалов, так как является непосредственным производителем.
Рекомендуемые материалы:
Геомебрана – гидроизоляционный материал №1
Прежде чем применять самостоятельно оборудование для сварки мембран, необходимо понимать, что представляет собой данный вид гидроизоляции. Этот материал обладает высокой прочностью и достаточно высокой степенью эластичности, благодаря чему может применяться гидроизоляции практически любых сооружений. Кроме того, монтаж геомембраны считается наиболее легкой технологией гидроизоляции, а также самой недорогой и наименее затратной в плане привлечения рабочей силы.
Как укладывают геомембрану
Обязательно нужно помнить, что технология укладки и сварки геомембраны может быть разной. В первую очередь роль играет основание. Так, для бетонного основания обязательно используют анкерные болты, на которые накладываются заплатки с последующей сваркой геомембраны с такими заплатками. Материал укладывают по всей площади котлована или рабочей площадки, стыки должны иметь припуск, а сварка мембраны проводится в зависимости от расположения полотен.
Когда необходима сварка геомембраны
В зависимости от мембраны виды и способы монтажа могут быть разными. Так, полотна обязательно укладываются в последовательном порядке, на вертикальных поверхностях – сверху вниз с закреплением траверсами. При этом сварка полимерных мембран понадобится в любом случае, ведь открытые стыки не обеспечат должной гидроизоляции объекта.
Как можно сваривать геомембрану
Существуют разные способы сварки горячим воздухом. В большинстве случаев экструзионная и контактная сварка геомембраны феном или аппаратом для сварки мембраны не проводится как отдельный вид работ. Чаще применяют комбинированный способ. Так, при линейных ровных участках больше подходит контактная сварка. А для угловых и сложных по форме соединениях применяется аппарат для сварки геомембраны, работающий экструзионным способом. Осуществляется двойной шов для того, чтобы потом проверить его герметичность сжатым воздухом.
Особенности сварки геомембраны строительным феном
В процессе своей работы мы применяем высококачественное оборудование, где температура сварки геомембраны достигает 175 градусов с использованием ручного фена. В некоторых случаях температура может достигать 240 градусов, а время воздействия подбирается только опытным путем. Именно поэтому мы рекомендуем воспользоваться услугами специалистов, имеющих опыт в данном направлении.
Оставить заявкуСкачать прайс
Подписаться на рассылку Полезной информации можно через форму ниже:
Устройство кровли зданий из пвх мембраны
В современных методах строительства возведение кровли принято осуществлять с использованием мембраны из ПВХ. Строительные технологии сегодня позволяют при использовании такого материала получать практически монолитное покрытие кровли, отличительными особенностями которого являются высокая надежность и высокие гидроизоляционные показатели. На сегодняшнем рынке кровельных строительных материалов разнообразные мембраны представлены широким ассортиментом.
Все мембраны из ПВХ обладают следующим набором отличительных характеристик:
- автоматизированный способ монтажа, при котором не требуется открытый огонь,
- небольшой вес,
- пожаробезопасность,
- длительный срок эксплуатации (до 50 лет),
- большой погонаж рулонов.
Монтаж ПВХ-мембраны производится с использованием горячего воздуха на автоматическом современном высокоточном оборудовании. Конструктивно мембраны из ПВХ представляют собой два слоя пластифицированного поливинилхлорида, которые армированы полиэстеровой сеткой для придания стабильной геометрии строительному материалу и повышения его прочностных характеристик.
Преимущества использования ПВХ-мембран для возведения кровель
Устройство кровли из ПВХ-мембраны предусматривает укладку одного покрывающего слоя, толщина которого может варьироваться (1,2, 1,5, 1,8, 2,0 мм). Слой мембраны крепится к основанию линейным методом или же точечно. Для сварки швов мембраны из ПВХ используется специальное оборудование, поток горячего воздуха от которого имеет температуру около 600 0С. Применение автоматизации в процессе сваривания кровельного полотна позволило значительно ускорить монтаж ПВХ-мембраны, а также полностью исключить влияние человеческого фактора на данный процесс. Все это позволяет добиться абсолютной герметичности и надежности получаемой кровли.
Наша компания предлагает вам осуществить устройство кровли из ПВХ-мембраны – мы гарантируем высокое качество монтажных работ и долговечность мембранных кровельных покрытий. Использование ПВХ-мембран всегда экономически обоснованно и оправданно, особенно на крышах, имеющих большую площадь, таких как в складских цехах, гипермаркетах, заводских цехах и пр.
Монтаж мембранных кровель
Укладка мембраны из ПВХ не требует снятия старой гидроизоляции при монтаже на старую кровлю и возможна на любые основания. Мембранные полотна можно соединять несколькими методами. Чаще всего при возведении кровли из мембранных материалов используется сварка горячим воздухом, что позволяет добиться наиболее качественного покрытия.
В трудоемких участках укладки мембранные материалы соединяют ручной сваркой. В нашей компании используется современное оборудование для сварки мембраны из ПВХ, обеспечивая стабильно высокое качество оснащения кровли.
Укладка мембраны из ПВХ может быть осуществлена, при необходимости, более простым и быстрым способом с использованием двухсторонних склеивающих лент. Данный подход применим для мембраны из ПВХ, выполненной с использованием синтетического каучука. Конечно же, прочность полученных таким образом соединений намного ниже, нежели самого мембранного полотна. На швы, полученные путем склеивания, приходится большинство повреждений мембранной кровли.
Варианты соединения мембраны с основанием – стяжкой крыши – может осуществляться также комплексным методом, при котором механическое и клеевое соединение применяются одновременно.
Для плоских крыш экономически эффективным является использование балластного способа соединения мембраны из ПВХ и стяжки крыши. Применение данного способа укладки мембранного полотна подразумевает свободное его прилегание к основанию кровли и крепление лишь по периметру и в местах присоединения к вертикальным поверхностям. Для того чтобы мембранное полотно, уложенное подобным образом, могло противостоять ветрам, оно оснащается балластом.
Вес балласта, удерживающего мембранное полотно, выбирается, начиная от 50 кг на один квадратный метр. Применение балластного способа монтажа мембранного полотна предполагает определенную прочность конструкции крыши для того, чтобы она могла выдерживать массу балласта. Для балласта используется щебень, тротуарная плитка, крупная галька и прочие подобные материалы.
ПРОДУКЦИЯ ПАРТНЕРОВ
Эффективный и мощный аппарат для мембранной сварки
Alibaba.com предлагает широкий выбор надежных, эффективных и модернизированных. Аппарат для сварки мембран для всех видов сварки. Эти. Аппарат для мембранной сварки широко используется в коммерческом и промышленном секторах благодаря своим обширным возможностям и превосходной точности, удовлетворяя все виды требований. Эти машины сертифицированы и испытаны группами строгого контроля качества и уполномоченными регулирующими органами, чтобы гарантировать оптимальную производительность продуктов.Покупайте эти продукты в проверенных и надежных магазинах. Мембранно-сварочный аппарат продавцов и поставщиков на сайте.Блестящий и качественный. Аппарат для мембранной сварки , доступный на объекте, изготовлен из материалов, обладающих высокой производительностью и экологичностью. Эти устройства прочны благодаря своему материалу и могут выдерживать грубое обращение, ежедневное использование или любые другие внешние воздействия. Эти. Аппарат для сварки мембран доступен как в полуавтоматическом, так и в автоматическом вариантах, в зависимости от ваших требований и моделей.Объединение основных технологий в один продукт — эти. Аппарат для сварки мембран предлагает более высокую степень автоматизации.
На Alibaba.com вы можете выбирать из различных вариантов. Аппарат для мембранной сварки доступен в различных формах, размерах, цветах, характеристиках и производительности в зависимости от выбранной модели. Эти выдающиеся. Аппарат для мембранной сварки Аппараты сертифицированы и оснащены мощными ультразвуковыми рогами. Компактные размеры вместе с защитными каркасами делают это. Аппарат для сварки мембран отлично подходит для коммерческого использования и отличается большей универсальностью.
Alibaba.com предлагает полную линейку доменов. Аппарат для мембранной сварки вариантов, которые могут соответствовать вашим требованиям и бюджету, чтобы сэкономить ваши деньги. Эти продукты имеют сертификаты ISO, CE, SGS для обеспечения лучшего качества. Вы можете размещать OEM-заказы вместе с индивидуальной упаковкой, приобретая их оптом.
% PDF-1.3 % 4441 0 объект > эндобдж xref 4441 75 0000000016 00000 н. 0000002455 00000 н. 0000002655 00000 н. 0000003170 00000 н. 0000003208 00000 н. 0000003387 00000 н. 0000003550 00000 н. 0000003635 00000 н. 0000003719 00000 н. 0000003771 00000 н. 0000003853 00000 н. 0000003935 00000 н. 0000004018 00000 н. 0000004100 00000 н. 0000004183 00000 п. 0000004265 00000 н. 0000004348 00000 п. 0000004430 00000 н. 0000004512 00000 н. 0000004593 00000 н. 0000004675 00000 н. 0000004756 00000 н. 0000004837 00000 н. 0000004919 00000 н. 0000005000 00000 н. 0000005081 00000 н. 0000005402 00000 п. 0000006561 00000 н. 0000007247 00000 н. 0000007806 00000 н. 0000008828 00000 н. 0000009445 00000 н. 0000009476 00000 н. 0000009988 00000 н. 0000010027 00000 п. 0000010341 00000 п. 0000011203 00000 п. 0000011265 00000 п. 0000011353 00000 п. 0000011526 00000 п. 0000011954 00000 п. 0000012806 00000 п. 0000012851 00000 п. 0000012938 00000 п. 0000013576 00000 п. 0000013943 00000 п. 0000014461 00000 п. 0000015393 00000 п. 0000016635 00000 п. 0000016840 00000 п. 0000016934 00000 п. 0000017185 00000 п. 0000017533 00000 п. 0000018453 00000 п. 0000019333 00000 п. 0000019670 00000 п. 0000019953 00000 п. 0000020257 00000 п. 0000021227 00000 н. d + kpdʴ M2K} RZĤ & l =} p’N Zk4 [
Kˌ: M & 7l_; 6ST; «Y 紋 ‘hiv8% zi] i _)] Q6L6} PʞKmm! I’pm- @ 5f & @ 3) ,;
(PDF) Влияние физических условий сварки на качество сварки гидроизоляционной мембраны
М.Bucko et al. Utjecaj fizikalnih uvjeta zavarivanja na kvalitetu zavarenog spoja vodonepropusne мембрана
Tehnički vjesnik 19, 3 (2012), 683-687 683
ISSN 1330-3651
UDC / UDK 621.791.05: 62-278
ВЛИЯНИЕ ФИЗИЧЕСКИХ УСЛОВИЙ СВАРКИ НА ГИДРОИЗОЛЯЦИОННУЮ МЕМБРАНУ
КАЧЕСТВО СВАРКИ
Михал Буцко, Сергей Глох, Ян Валичек, Хакан Тозан, Яшар Джавади
, предварительный документ5, Анирудд факторов на сварку гидроизоляционных мембран с целью рационализации технологического процесса. Влияниефакторов (скорость, температура и время сварки) на качество сварки гидроизоляционной мембраны оценивалось экспериментально.Наиболее подходящие комбинации коэффициентов
были определены с целью обеспечения высочайшего качества сварных швов. Таким образом, для менее опытных сварщиков был создан инструмент
, с помощью которого сокращается период обучения оператора.
Ключевые слова: гидроизоляционная мембрана, сварка
Utjecaj fizikalnih uvjeta zavarivanja na kvalitetu zavarenog spoja vodonepropusne мембрана
Prethodno priopćenje processing
Članak se bavi uvjional uvjeta zavarivanika.Utjecaj čimbenika
(brzine, temperature i time zavarivanja) na kvalitetu zavara vodonepropusne мембрана ocijenjen je eksperimentom. Utvrđene su najprikladnije
kombinacije faktora s ciljem osiguranja zavara najviše kvalitete. Tako je za manje iskusne zavarivače razvijen alat pomoću kojega će razdoblje osposobljavanja
zavarivača biti smanjeno.
Ključne riječi: vodonepropusnambrana, zavarivanje
1
Введение
В настоящее время пластмассовые материалы, благодаря своим многочисленным благоприятным свойствам
, заменяют другие материалы во многих отраслях
, особенно в упаковочной промышленности, следовательно, поколение пластмассы
отходы постоянно увеличиваются [1-13].
Значительный рост теплоизоляции плоских крыш начался в
1970-х годах прошлого века. Плоская крыша — это крыша с уклоном
до 15 °. Первоначально плоские крыши утеплялись битумно-битумными полосами
. Изоляция
была осуществлена с помощью открытого пламени, в случае чего полоса асфальта
была предварительно нагрета и приклеена к подготовленному основанию крыши. Их недостаток
— недолговечность. Сваренным пленкам ПВХ
предшествовали склеенные, соединенные клеями [1],
[7].Из-за неудовлетворительного опыта, связанного с изменением свойств клеев
через некоторое время и возникновением разрыва швов
, ленты пленки начали сваривать. При
в настоящее время пленки рекомендуется просто сваривать
[14, 15, 16]. Пленки свариваются на автоматических сварочных аппаратах
и ручных термофенах, в отличие от битума
, плавящегося вручную свободным пламенем. Материал
и гарантия работы существенно различаются.В случае битумных полос
период составляет примерно от 2 до 3 лет
, тогда как гарантия на пленку составляет минимум 10 лет.
2
Современное состояние
В настоящее время, по имеющимся данным, как в
Словакии, так и в Чехии, для утепления крыш и
подвальных комплексов крупных торговых центров в строительстве
для предотвращения попадания воды , влажность и радон
Пленки ПВХ используются разными мировыми производителями, в том числе
Fatra, Carbofol, Sika, Juta, Agru, Flagon.Обучение сварщиков пленки ПВХ
продолжительностью обычно 1 неделя проводится в Словакии
в рамках производителей или поставщиков материалов. Они
организуются ежегодно или раз в два года. Подготовка сварщика к практике — это довольно короткий промежуток времени (
).
Информация передается в рамках компаний в
форма проверки квалификации сварщиков на практике.
В настоящее время не существует табличных значений для сварки ПВХ-материала.
Производители указывают только приблизительные температурные диапазоны в установке машины
в зависимости от толщины сварной пленки. Гарантия на изоляцию крыши
обычно составляет 10 лет.
Группа изоляции обычно состоит из четырех-семи человек
, двое из которых являются опытными сварщиками, способными обрабатывать
и устанавливать оптимальные параметры для обеспечения сварки с помощью
сварочного автомата или ручного сварочного аппарата
.Целью моей работы является моделирование различных сварочных параметров
и определение сил растяжения
отдельных образцов. Таким образом, я хотел бы
создать инструмент для сварщиков пленки ПВХ — таблицу
, содержащую значения, параметры которых обеспечивают
наиболее прочный сварной шов. Таким образом, качество сварочных работ
обеспечено на высшем уровне. Возможные претензии относительно протечек крыш
и подвальных комплексов устранены в наибольшей степени
, так как ремонт требует финансовых затрат.Претензии
касаются замены поврежденной изоляции, сушки и ремонта
разрушенных интерьеров под утепленным покрытием (сушка стен
, отделка, восстановление пола и мебели и т. Д.). Одним из наиболее важных условий сварки
является обеспечение
как чистых инструментов сварочных элементов, так и сварных участков
. Активные области горячих тел, а также инструменты и
инструментов и соединяемые области неизбежно подлежат тщательной очистке
.Использование текстильного материала для чистки
нецелесообразно, поэтому часто используется бумага, не выделяющая волокон
— применима туалетная бумага — и чистое чистящее средство —
, свободная вода [4, 16, 17, 18, 19, 20 ]. Толщина пленки
в зависимости от вида использования и поставщика материала может быть
, выбираемая в диапазоне от 1,00 мм до 2,00 мм. Плёнка, предназначенная для использования Кровля
, устойчива к ультрафиолетовому излучению и армирована волокнами
, предотвращающими усадку.Гарантия на материал
в зависимости от производителя — минимум 10 лет. Ширина пленки
колеблется от 1,2 до 2,0 метров. Рекомендуемая толщина кровельного утеплителя
не менее 1,5 мм с соблюдением 10-
Мышление вне шва | Профессиональный кровельный журнал
- Фотография любезно предоставлена OMG Roofing Products, Agawam, Mass.
- Фотография любезно предоставлена компанией OMG Roofing Products, Агавам, Массачусетс.
Технология индукционной сварки, используемая для крепления кровельной мембраны, началась в Европе и доступен в США около 15 лет. В настоящее время несколько кровельных производители предлагают системы для индукционной сварки кровельных мембран из ТПО и ПВХ. Сборка крыши с использованием индукционной сварки аналогична традиционной системе, в которой крепеж и пластины используются для крепления утеплителя к несущему настилу.Но в отличие от традиционная система, кровельная мембрана приклеивается к крепежным пластинам без мембраны пробивка или линия застежки на швах мембранного полотна.
Системы
В системе индукционной сварки используются крепежные детали и пластины с покрытием для крепления кровельной доски. изоляция несущего настила. Затем сверху прикрепляется мембрана из ТПО или ПВХ. кровельную мембрану к каждой пластине с помощью инструмента для электромагнитной индукционной сварки.
На момент публикации восемь производителей предлагают системы для индукционной сварки, которые достичь класса ветроустойчивости FM Global при испытаниях в составе кровли. Каждый производитель имеет соглашение с OMG Roofing Products, Agawam, Mass., Чтобы производят крепеж и пластины с покрытием для своих конкретных систем, а также Rhino-Bond® Инструмент — стоячий аппарат для электромагнитной индукционной сварки, используемый на крышах для создания соединения. между пластиной крепления с покрытием и нижней стороной кровельной мембраны.Для списка производителей, которые в настоящее время предлагают установки для индукционной сварки термопластов. кровля, см. рисунок на странице 41.
Восемь производителей предлагают установки для индукционной сварки.
Поскольку создается термопластичный сварной шов, пластины с покрытием TPO должны использоваться с мембрана из ТПО и пластины с покрытием из ПВХ должны использоваться с мембраной из ПВХ. Носорог Инструмент можно использовать на пологих участках крыши, но на вертикальных поверхностях, таких как стена парапета должна быть прикреплена другим способом, например клеем.
Другой производитель, производящий аппараты для электромагнитной индукционной сварки — FRS USA, Whitestown, Устройство Ind. FRS USA называется Electro-Bonding System Centrix ™ и представляет собой коробку и палочку. машина стиля. FRS USA имеет соглашение с одним производителем на производство крепежа. и пластины с клеевым покрытием для конкретной системы. Аппарат Centrix умеет сваривать на горизонтальных и вертикальных поверхностях. Также производитель выпускает застежку. пластина совместима с EPDM и термопластичными мембранами.
Преимущества
Производители установок для индукционной сварки обычно отмечают ряд преимуществ. системы по сравнению с системами, установленными с крепежом и пластинами на швах мембраны.
Одним из преимуществ систем, установленных для индукционной сварки, является равномерное распределение подъема нагрузка. Ветер создает подъемную силу, которой должен противостоять крепеж кровельной мембраны. Обычно при установке системы индукционной сварки крепежные детали расположены в виде сетки в отличие от линий мембранного шва.Также застежка, фиксирующая доску. изоляция несущего настила — это тот же крепеж, который удерживает пластину, соединенную к мембране.
Для сборки крыши с рейтингом FM 1-90 может быть всего шесть креплений на 4- на 8-футовую изоляционную кровельную доску или 19 креплений на 100 квадратных футов. Производители утверждают, что количество крепежных элементов, необходимых для системы, устанавливаемой индукционной сваркой, составляет На 25-50 процентов меньше по сравнению с системой, установленной с традиционным швом крепление.
Еще одним преимуществом расположения застежек сетки является уменьшение «флаттера». Флаттер ветровое поднятие кровельной мембраны между точками крепления. Как показано на фотографиях 1 и 2, равномерное распределение застежек уменьшает расстояние между застежками. В результате нагрузка на каждую застежку меньше, а расстояние между мембраной может подниматься над субстратом уменьшается.
Кроме того, быстрая установка кровельной мембраны часто дает преимущество.Процедура установки, обычная для проектов, установленных с помощью индукционной сварки, заключается в размещении кровельная мембрана по всей площади кровли и термосварка швов. Некоторая индукция Сварные соединения выполняются поперек мембраны, чтобы удерживать ее на месте. На этой точке, здание закрыто, а остальные сварные соединения закончены.
Если используется эта процедура, NRCA рекомендует проконсультироваться с инженером-строителем. убедитесь, что выполнено достаточное количество начальных мембран, чтобы противостоять ветру, который может возникнуть при завершении установки.Часто временный балласт используется для обеспечить дополнительное сопротивление поднятию, хотя инженер-строитель должен проверить здание может безопасно поддерживать балласт.
Вызовы
Как и в случае с любой другой системой, установка системы с индукционной сваркой предполагает: некоторые специфические проблемы.
С внедрением подрядчиком любого нового метода строительства, инструментов и оборудования необходимо приобрести только индукционную сварку и обучить персонал.Кроме того к сварочному инструменту требуются магнитные охлаждающие хомуты и крепежные пластины с покрытием специфические для типа устанавливаемой мембраны.
Правильное использование сварочного инструмента требует обучения. Некоторые инструменты нуждаются в калибровке на основе толщина кровельной мембраны или температура окружающей среды на стройплощадке. Это хорошая практика для выполнения нескольких пробных сварных швов на отходах после калибровки. Правильная центровка инструмента над крепежной пластиной имеет важное значение для правильной сварки.Некоторые инструменты могут обнаружить несоосность, но другие не могут. Некоторые производители поощряют кровельщиков создавать шаблон обучения, позволяющий оператору попрактиковаться перед фактической установкой.
Сварочный инструмент выполнит каждую сварку за четыре-шесть секунд, а охлаждающий зажим или магнит необходимо использовать в течение 40-60 секунд, чтобы рассеять тепло, создаваемое во время процесса сварки и создания давления между кровельной мембраной и креплением тарелка.Бригада кровельщиков должна адаптироваться к этому ритму, чтобы обеспечить надлежащие сварные швы. Некоторые находят использование дополнительных охлаждающих зажимов или магнитов позволяет повысить эффективность рабочего процесса.
Хотя сварочный инструмент работает от стандартного напряжения 110 В, существуют ограничения длину и калибр шнура питания. Требования к мощности для типа сварки за используемым инструментом необходимо следить, чтобы обеспечить его правильное функционирование и безопасность.
Влага, грязь или мусор на поверхности крыши могут повредить кровельную мембрану во время сварочный процесс.Во время склеивания частицы могут попасть в кровельную мембрану и вытеснить некоторый материал, что приведет к уменьшению общей толщины мембраны лист в месте сварки. Установление процедур во время установки для обеспечения чистая и сухая поверхность важна, чтобы избежать этих проблем. Кроме того, используя более толстый мембранный лист обеспечивает больше материала над армирующим холстом и дополнительные защита от уменьшения толщины листа в процессе сварки.
Также важно, чтобы поверхность индукционного сварочного инструмента была чистой. Обломки на сварочной поверхности машины может повредить мембрану каждый раз при сварке; следовательно, сварочный инструмент следует часто протирать. Также зажимной магнит может притягивать металлические осколки, способные повредить кровельную мембрану. Необходимо проверить зажимной магнит. часто для мусора, чтобы избежать повреждения мембраны.
Также необходимо соблюдать осторожность, чтобы не врезать крепежную пластину в изоляцию кровельной доски. в результате чрезмерного затягивания крепежа в несущую конструкцию.Плохая связь между кровельная мембрана и крепежная пластина могут возникнуть при перегибе пластины.
Определение местоположения креплений под кровельной мембраной может быть проблемой, потому что они не будут видны напрямую; это становится труднее с более толстой мембраной. Оператор сварочного инструмента должен знать схему крепления. Хотя сетка шаблон, общий для системы, установленной для индукционной сварки, делает ее относительно простой чтобы предвидеть, где расположены крепежные детали, необходима процедура проверки всех креплений сделаны потому, что после установки крепежи не видны.Некоторые сварочные аппараты имеют функцию подсчета, чтобы количество сварных швов можно было сравнить с ожидаемым номер.
Некоторые производители рекомендуют протирать поверхность кровельной мембраны обувью. найти застежки. Хотя этот метод часто создает впечатление нижележащий крепеж, необходимо соблюдать осторожность, так как на сварном шве слишком много грязи или мусора. сайт может вызвать плохой сварной шов или повредить кровельную мембрану. Магнитный зажим для охлаждения также может использоваться для определения местоположения крепежных пластин.
Еще одна проблема — держать швы мембраны прямыми. В традиционно установленном система застегивается в шов, один из двух листов в шве фиксируется застежкой линия. В системе, устанавливаемой индукционной сваркой, нет крепежной линии и два незакрепленных листа мембраны у шва затрудняют создание прямого линия шва. Некоторые производители рекомендуют использовать балласт или металлические гусеницы, чтобы помочь стабилизировать мембрану при термосварке шва.Какой бы метод ни использовался, дополнительные нужна осторожность, чтобы шов получился ровным.
Последние мысли
Производители однослойных кровельных мембран указывают системы, устанавливаемые индукционной сваркой. набирают популярность и в настоящее время составляют, в зависимости от производителя, От 5 до 45 процентов установок, где используются крепежные детали. Установлен индукционной сваркой системы также начинают использоваться в некоторых установках на крутых склонах как часть накладки на кровельные металлоконструкции.
Хотя установка с индукционной сваркой не подходит для энергосбережения. гарантия на устранение теплового моста или там, где сборка крыши требуется по нормам чтобы иметь воздушный барьер, эту систему следует рассмотреть, особенно когда здание нужно быстро накрыть.
Джейсон П. Вилен, AIA, CDT, RRO, является директором NRCA по техническим услугам.
Аппарат для сварки геомембран— Аппарат для сварки геомембран
Описание продукта
Аппарат отличается превосходными характеристиками и прост в эксплуатации, с высокой скоростью сварки и хорошим качеством работы, он широко используется в инженерных проектах, таких как скоростные дороги, туннели, резервуары, водонепроницаемость конструкции и так далее.Он доступен для сварки HDPE, LDPE, EVA, PVC, ECB, PP и других термоплавких материаловПриложение
Приложение охватывает проект по предотвращению просачивания мусорных свалок, проект по предотвращению просачивания сточных вод, проект по предотвращению просачивания озера, воду Проект по защите от просачивания, проект по предотвращению просачивания в туннеле, проект по предотвращению просачивания минералов, проект по предотвращению просачивания пруда, проект гидроизоляции кровли и т. д.Ширина перекрытия 10 см, 12 см, 15 см, 20 см
3. Высокое качество, быстрая доставка
4. Гарантия 1 год
В основном технические характеристики
| Напряжение | 220 В | |
| Частота | 50315 | Мощность800 Вт |
| Скорость сварки | 6 м / мин | |
| Температура нагрева | 0-450 градусов | |
| Толщина свариваемых материалов | 0.2–2,0 мм | |
| Ширина нахлеста | 100 мм | |
| ширина сварки | 12,5 мм * 2, внутренняя полость 12 мм | |
| Прочность шва | 85% основного материала | |
| Вес нетто | ||
| Вес брутто | 8,5 кг |
Принцип работы
Электродвигатель приводит в движение верхние и нижние прижимные ролики для вращения через редуктор и цепь, каретка перемещает горячий клин и вставляет его между основными материалами, в то же время рычаг прижимает прижимные ролики и взаимодействует с двумя сплавленными основными материалами
Поставляемые аксессуары
1.Защитная трубка: 4 шт. (4A 2 шт. И 1A 2 шт.)
2. Поперечная резиновая прокладка для муфты: 1 шт.
3. Головка Philips: 1 шт.
4. Гаечный ключ с внутренним шестигранником: 3 шт.
5. Колесо из силикагеля: 1 пара
Упаковка и доставка| Детали упаковки: | 1. Упаковка в алюминиевой коробке 2. Размер упаковки: 37 см * 23 см * 28 см 3. Вес брутто: 8,5 кг |
| Сведения о доставке: | в течение 3 дней после получения оплата |
Дополнительная информация:
- Код товара: BW-GMW
- Порт отгрузки: SIVAKASI
- Производственная мощность: 1000
- Срок поставки: НЕМЕДЛЕННЫЙ
- Детали упаковки: Упаковка и доставка Деталь упаковки: 1.Упаковка в алюминиевой коробке 2. Размер упаковки: 37 см * 23 см * 28 см 3. Вес брутто: 8,5 кг Сведения о доставке: в течение 3 дней после получения оплаты
Вкладыши для термической сварки | EPI The Liner Company
Термическая сварка вкладышей — как это началось
В 1990 году EPI приступила к клиновой сварке полевых швов геомембраны ПВХ. Первоначальной целью было продлить сезон строительства футеровки в Мичигане за счет разработки технологии сварки ПВХ, которую можно было бы использовать в более прохладную погоду.Это позволит начать работу раньше весны и отложить остановку до поздней осени.
Переход на сварку горячим воздухом
После нескольких лет экспериментов и многочисленных консультаций с производителями оборудования EPI произвела массовый переход на сварочные аппараты горячим воздухом для сварки ПВХ. Значительную помощь нам оказали Бруно Зурмюле из Leister и Дж.Бадни из Heely-Brown Company. Разработка процедур использования аппаратов для сварки горячим воздухом более тонких и гибких ПВХ-материалов была сложной задачей.Но проблемы были преодолены, и специалисты по сварке EPI начали развивать навыки профессиональной сварки геомембраны из ПВХ любой толщины практически в любых погодных условиях.
Вкладыши для термической сварки — испытание в воздушном канале
В результате этих сеансов решения проблем и накопленных данных испытаний возникла абсолютная уверенность в том, что испытание воздушного канала можно использовать для проверки физической прочности сварного шва из ПВХ.В 2001 году компания TRI Environmental согласилась провести некоторые испытания и исследования термически сварных швов ПВХ. Рика Томаса также заинтриговало то, что швы ПВХ можно проверить на прочность на отслаивание с помощью теста с воздушным каналом. В 2002 году были начаты исследования по испытанию на разрыв швов ПВХ, сваренных горячим воздухом и горячей клиновой сваркой, в ПВХ толщиной 30 и 40 мил. Результатом этого испытания и других исследований стал график зависимости давления от температуры листа для испытания геомембран из ПВХ в воздушном канале, который подтверждает минимальную прочность на отслаивание 15 фунтов / дюйм для всей длины испытательного участка.Это соотношение температуры и давления необходимо для корректировки теста до тех же условий, которые требуются в лаборатории при испытании швов ПВХ на отслаивание.
В 2002 году Марк Вольшон , менеджер по контролю качества EPI, представил ASTM идею стандартного испытания воздушного канала для ПВХ. Комитет ASTM D35 учредил рабочую группу ASTM для разработки нового стандарта. После более чем двух лет обширных обсуждений ASTM D7177 Standard Specification for Air Channel Evaluation of Polyvinyl Chloride (PVC) Dual Track Seaked Geomembranes была принята ASTM в 2005 году.ASTM D7177 в настоящее время является признанным стандартом для испытания воздушных каналов полевых швов ПВХ.
Проще говоря, плохо выполненные термические сварные швы в геомембране из ПВХ отслаиваются при испытании воздушного канала в соответствии с ASTM D7177. В этом тесте подвергается стресс по всей длине шва, поэтому любые слабые места, независимо от их размера, будут немедленно обнаружены. Любой вышедший из строя шов следует заменить. EPI также испытала полевые сварные швы с удалением проходящих разрушающих образцов, которые не прошли испытание воздушного канала на небольшой площади того же шва.Шов этого типа необходимо повторно сварить, чтобы клиент получил наилучший продукт.
EPI собрал качественные результаты тестов и статистически проанализировал данные. Мы обнаружили, что с помощью этого процесса прочность швов на отслаивание, как правило, выше, и соответствие швов можно проверить за считанные минуты, а не дни после изготовления. Испытание воздушного канала используется для проверки целостности шва, а также для проверки прочности на отслаивание по всей длине шва!
Эта гистограмма испытаний на отслаивание шва в полевых условиях на 516 образцах ПВХ толщиной 30 и 40 мил показывает, что 80% результатов составляют от 20 до 45 фунтов на дюйм шириной, со значениями взгляда до 55 фунтов / дюйм / ширину.
Этот метод двойной сварки горячим воздухом и испытания гарантирует, что прочность полевого шва ПВХ будет превышать все минимальные стандарты качества.
ВСЕ полевые швы должны быть проверены, и Т-образные швы могут быть трудными для проверки воздушного канала, если они не свариваются должным образом. Т-образные швы определяются как точка в шве, в которой три слоя материала перекрывают друг друга. Это происходит в точке, где сварной шов с двойным рельсовым полем пересекает заводской шов, обычно под углом 90 градусов.У нас были сотни вопросов от инженеров и клиентов относительно испытаний воздушного канала Т-образных швов, шва, образованного на конце геомембранной панели из ПВХ. Воздушный канал EPI проверяет ВСЕ полевые швы, включая швы на концах заводских панелей.
В то время как панели могут быть квадратными, панели из ПВХ обычно изготавливаются в виде прямоугольников, длина которых превышает их ширину. Панели создаются из большого количества отдельных полос из рулонов ПВХ, сваренных кромка к кромке.Эти краевые сварные швы заканчиваются на конце каждой панели и будут перекрывать соседнюю панель при развертывании в полевых условиях. Это перекрытие торцевой панели должно быть правильно сварено, чтобы воздушный канал проверил полученный сварной шов.
Образец Т-образного шва EPI в ПВХ толщиной 30 мил
На каждой «Т» есть потенциал иметь крошечное отверстие на стыке трех слоев материала. Это еще одна ключевая причина, по которой проверка воздушного канала каждого шва имеет решающее значение для целостности системы лайнера, обнаружения и устранения этих отверстий.Специалисты по сварке уделяют особое внимание настройке сварочного аппарата, чтобы убедиться, что этот тип перекрытия полностью герметичен, поэтому испытание воздушного канала можно использовать для проверки прочности и непрерывности этих швов.
Заводские швы EPI не имеют рыхлых кромок, поэтому процесс сварки Т-образных швов относительно прост. Снижение скорости движения сварочного аппарата позволит расплавленному ПВХ-материалу стекать вместе на стыке трех слоев материала, обеспечивая необходимое уплотнение и прочность сварного шва.Для производителей, которые оставляют свободный край на заводских швах, каждый свободный край необходимо будет обрезать, аналогично процессу, применяемому для полевых сварных швов, которые пересекают другие швы.
Для получения дополнительной информации звоните 800-OK-LINER сегодня!
Лучшие методы сварки — обеспечение хороших сварных швов TPO
Что такое сертификация GAF Master Elite
Марди Гулд • 24 ноя, 2019 •
А почему это должно вас волновать.Когда дело доходит до кровли и найма лучших из лучших для вашего бизнеса или дома, если они являются законными компаниями, этого должно быть достаточно, верно? Что ж, позвольте мне сказать вам так: если бы у вас был выбор между ужином со стейком по телевизору или ужином в ресторане Five Star, вы бы выбрали ужин по телевизору? Возможно нет. Тот же принцип применяется при поиске качественного подрядчика по кровельным работам, который знает все тонкости отрасли и многое другое.Сертифицированный подрядчик означает, что кровельщик обучен установке определенного продукта. Статус сертифицированного подрядчика GAF Master Elite означает, что кровельщик должен был пройти более строгий процесс проверки и обучения, чтобы убедиться, что он соответствует стандартам GAF (самым высоким в стране). Итак, чтобы вы могли принять обоснованное решение при найме кого-либо, помните о важности найма сертифицированного подрядчика GAF Master Elite.Так что это значит? Подводя итог, это означает, что тот, кто получил этот сертификат, не только невероятно хорошо осведомлен, но и превышает отраслевые стандарты. Вот 3 основных причины, по которым вам следует нанять сертифицированного подрядчика GAF: Подрядчик Master Elite — единственный тип кровельщиков, который может предоставить золотую гарантию, самую мощную и существенную гарантию во всей кровельной отрасли.Звучит важно, правда? Потому что это так! Вы получаете эксклюзивные привилегии, когда получаете сертификат GAF Master Elite; Другими словами, вы предоставляете своим клиентам лучшее качество и услуги. Они предлагают лучшие гарантии и продукты, чем те, которые не относятся к GAF Master Elite. GAF требует, чтобы подрядчики прошли тщательную оценку, прежде чем они станут сертифицированными, чтобы гарантировать, что клиент получает не только высочайшие стандарты обслуживания, но и этические стандарты.Например, они проверяют финансовую / кредитную историю / надежность каждого подрядчика, чтобы у них было меньше шансов забрать ваши деньги и никогда не выполнить работу. Для получения сертификата GAF Master Elite требуется постоянное обучение, чтобы сертификат оставался активным.