таблица минимальных значений, диаметр оправки для гнутья
При гнутье арматуры важно соблюдать минимальный радиус загиба. Неправильно согнутые стальные элементы становятся слабым местом в железобетонной конструкции, и могут стать причиной разрушения или раскалывания бетона в месте загиба стержня.
От чего зависит размер изгиба
Для гнутья стальных стержней применяют как механические станки, так и ручные, сделанные своими руками или изготовленные на заводе. Механические устройства, способны гнуть арматуру любого диаметра, ручной станок позволяет гнуть пруты 12 мм и ниже.
На радиус загиба стержней влияет класс арматуры и величина её диаметра. Требования по размеру оправки для закругления прутов указаны в СП 52-101-2003 «Бетонные и железобетонные конструкции без предварительного напряжения арматуры».
Радиус гиба гладкой арматуры (таблица)
Минимальный размер оправки для гнутья гладкой арматуры А1 (А240) зависит от размера сечения используемого прута.
- Для стержней толщиной менее 20 мм, размер оправки равен 2,5 диаметрам прута.
- Для прутов, сечение которых 20 мм и выше, размер оправки равен 4 диаметрам стержня.
| Толщина арматуры, мм | Диаметр оправки, мм | Радиус гиба, мм |
| 8 | 20 | 10 |
| 10 | 25 | 12,5 |
| 12 | 30 | 15 |
| 14 | 35 | 17,5 |
| 16 | 40 | 20 |
| 18 | 45 | 22,5 |
| 20 | 80 | 40 |
| 22 | 88 | 44 |
| 25 | 100 | 50 |
| 28 | 112 | 56 |
| 32 | 128 | 64 |
Радиус загиба арматуры периодического профиля
Для стальных стержней периодического профиля класса А400, А500С и других, размер сечения которых менее 20 мм, минимальный радиус загиба равен 2,5 диаметрам арматуры. А для прутов толщиной 20 мм и выше, минимальный размер оправки для гнутья 8 диаметров используемой арматуры.
А для прутов толщиной 20 мм и выше, минимальный размер оправки для гнутья 8 диаметров используемой арматуры.
Максимально допустимый угол загиба для арматуры классов А500С и А400С – 180 градусов.
В таблице ниже рассчитаны размеры загибов по рекомендациям раздела СП 52-101-2003, о конструктивных требованиях по армированию.
| Диаметр стержня, мм | Диаметр оправки, мм | Радиус загиба, мм |
| 8 | 40 | 20 |
| 10 | 50 | 25 |
| 12 | 60 | 30 |
| 14 | 70 | 35 |
| 16 | 80 | 40 |
| 18 | 90 | 45 |
| 20 | 160 | 80 |
| 22 | 176 | 88 |
| 25 | 200 | 100 |
| 28 | 224 | 112 |
| 32 | 256 | 128 |
Без применения гнутых элементов не получится выполнить армирование ленточного фундамента, бетонной колонны, плиты перекрытия, несущей балки, а также монолитной стены и фундаментной плиты. Соблюдение требований по радиусу загиба арматурных стальных стержней гладкого и периодического профиля, гарантирует получение качественной железобетонной конструкции.
Соблюдение требований по радиусу загиба арматурных стальных стержней гладкого и периодического профиля, гарантирует получение качественной железобетонной конструкции.
| | Навигация по справочнику TehTab.ru: главная страница / / Техническая информация / / Материалы — свойства, обозначения / / Строительные материалы. Физические, механические и теплотехнические свойства. / / Строительная арматура. Стальная и прочая. / / Минимальный — максимальный радиус загиба стержней арматуры строительной (минимальный диаметр оправки) Арматура класса А500СП , гладкие стержни, стержни периодического профиля, арматура класса A-I, Bp-I, A-III.
| |||||
| Нашли ошибку? Есть дополнения? Напишите нам об этом, указав ссылку на страницу. | ||||||
| TehTab.ru Реклама, сотрудничество: [email protected] | Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления.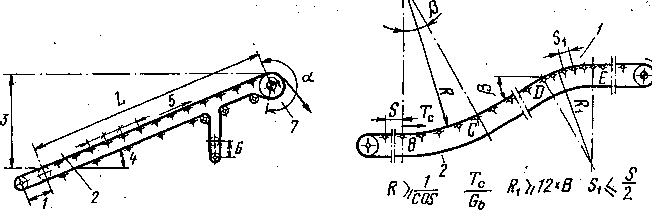 | |||||
Радиус изгиба | Технические характеристики
В процессе транспортировки, хранении и эксплуатации – часто возникает вопрос, до какой степени можно скручивать, изгибать металлорукав. За данный момент отвечает минимально допустимый радиус изгиба. Различаю два вида: Статический минимально допустимый радиус изгиба — принимается при транспортировке и хранении, а так же при монтаже, и динамический — при работе под давлением. Во избежание потери герметичности металлорукава не рекомендуется превышать заданные значения Rmin указанные в таблице.
Схема минимального радиуса изгиба приведена на рисунках ниже.
Радиус изгиба | Технические характеристики | Продукция
|
Dy |
Тип |
Радиус изгиба |
|
|
Статический |
Динамический |
||
|
rmin [mm] |
rmin [mm] |
||
|
6 |
STR S00 |
15 |
80 |
|
STR S01 |
25 |
||
|
STR S02 |
40 |
|
|
|
8 |
STR S00 |
16 |
125 |
|
STR S01 |
32 |
||
|
STR S02 |
50 |
135 |
|
|
10 |
STR S00 |
18 |
129 |
|
STR S01 |
38 |
||
|
STR S02 |
60 |
148 |
|
|
12 |
STR S00 |
20 |
139 |
|
STR S01 |
45 |
||
|
|
70 |
164 |
|
|
16 |
STR S00 |
28 |
160 |
|
STR S01 |
58 |
||
|
STR S02 |
90 |
195 |
|
|
20 |
STR S00 |
32 |
169 |
|
STR S01 |
70 |
||
|
STR S02 |
70 |
282 |
|
|
25 |
STR S00 |
40 |
190 |
|
STR S01 |
85 |
||
|
STR S02 |
85 |
328 |
|
|
32 |
STR S00 |
50 |
258 |
|
STR S01 |
105 |
||
|
STR S02 |
105 |
379 |
|
|
40 |
STR S00 |
60 |
298 |
|
STR S01 |
130 |
||
|
STR S02 |
130 |
426 |
|
|
50 |
|
70 |
320 |
|
STR S01 |
160 |
||
|
STR S02 |
160 |
492 |
|
|
65 |
STR S00 |
115 |
460 |
|
STR S01 |
200 |
||
|
STR S02 |
200 |
582 |
|
|
80 |
STR S00 |
130 |
660 |
|
STR S01 |
240 |
||
|
STR S02 |
240 |
|
|
|
100 |
STR S00 |
160 |
750 |
|
STR S01 |
290 |
||
|
STR S02 |
290 |
1000 |
|
|
125 |
STR S02 |
350 |
850 |
|
150 |
STR S02 |
400 |
1100 |
|
200 |
STR S02 |
550 |
1400 |
|
250 |
STR S02 |
600 |
1800 |
Как правильно выбрать металлорукав | Полезная информация от ВЗМ
Главная / Эксплуатация / Конструкция металлорукава / Как правильно выбрать
Для подбора и заказа металлорукава вы можете воспользоваться формой онлайн-заказа.
При выборе металлорукава необходимо определить и учитывать следующие базовые параметры:
Диаметр внутренний проходной (Dу) На выбор условного внутреннего диаметра влияет расчетное значение скорости и рабочего давления потока транспортируемого продукта. Не рекомендуется применять рукава при скоростях прохождения рабочих продуктов свыше 8 м/с для жидкостей и свыше 50 м/с для газообразных продуктов. Слишком малый выбранный диаметр металлорукава с высокой скоростью потока, приводит к повышению рабочего давления на выходе, а слишком большой внутренний проходной диаметр с низкой скоростью потока – к понижению рабочего давления.Рабочее давление (Pраб) Рабочее давление — это максимальное рабочее давление транспортируемой среды. Для более жестких условий эксплуатации металлорукава, а именно: при повышенных температурах свыше t=200С и в условиях значительных динамических нагрузок, такие параметры как минимальный радиус изгиба Rизг и максимально допустимое рабочее давление Pраб должны быть скорректированы в соответствии со следующими формулами.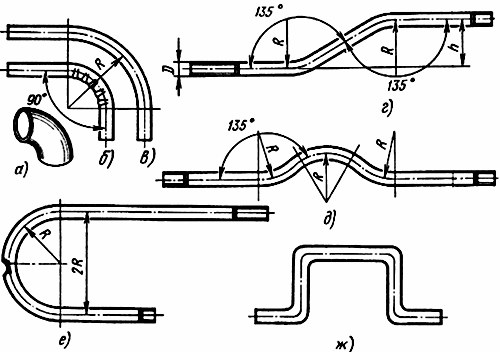 Радиус изгиба (Rизг) и длина рукава Следует подбирать оптимальную длину рукава, так как применение слишком короткого или длинного рукава может привести к его повреждению в зоне заделки. При выборе длины рукава необходимо обеспечить наличие нейтральных участков около арматуры, не подвергающихся изгибам при работе. Длина нейтральных участков должна быть не менее указанных в таблице. Если длина рукава не позволяет обеспечить наличие нейтрального участка, то в этом случае он устанавливается прямолинейно. При этом допускается перемещение одного конца рукава относительно другого в плоскости, перпендикулярной оси рукава, на величину 2-3 мм на каждые 100 мм длины гибкой части. Расчет минимальной длины изогнутого рукава при различных перемещениях приведен в таблице. Не допускается изгиб рукава с радиусом меньше Rизг.Тип концевой арматуры Необходимо определить тип соответствующей концевой арматуры для обеспечения совместимого герметичного соединения концевых частей монтируемого металлорукава к вашему оборудованию.
Радиус изгиба (Rизг) и длина рукава Следует подбирать оптимальную длину рукава, так как применение слишком короткого или длинного рукава может привести к его повреждению в зоне заделки. При выборе длины рукава необходимо обеспечить наличие нейтральных участков около арматуры, не подвергающихся изгибам при работе. Длина нейтральных участков должна быть не менее указанных в таблице. Если длина рукава не позволяет обеспечить наличие нейтрального участка, то в этом случае он устанавливается прямолинейно. При этом допускается перемещение одного конца рукава относительно другого в плоскости, перпендикулярной оси рукава, на величину 2-3 мм на каждые 100 мм длины гибкой части. Расчет минимальной длины изогнутого рукава при различных перемещениях приведен в таблице. Не допускается изгиб рукава с радиусом меньше Rизг.Тип концевой арматуры Необходимо определить тип соответствующей концевой арматуры для обеспечения совместимого герметичного соединения концевых частей монтируемого металлорукава к вашему оборудованию. ВЗМ предлагает большой ассортимент концевой арматуры различных стандартов. При необходимости, ВЗМ имеет возможности по разработке и производству концевой арматуры по чертежам заказчика.
ВЗМ предлагает большой ассортимент концевой арматуры различных стандартов. При необходимости, ВЗМ имеет возможности по разработке и производству концевой арматуры по чертежам заказчика.Технические характеристики металлорукавов, производимых АО «ВЗМ», можно посмотреть в соответствующем разделе нашего каталога продукции. Заказать продукцию вы можете, оформив заказ по телефону или заполнив опросный лист через форму онлайн заказа.
Что такое радиус изгиба и почему это важно для гидравлического шланга? — Знания
Минимальный радиус изгиба имеет важное значение при выборе гидравлического шланга, поскольку он является пределом, когда шланг можно согнуть, не будучи перекрученным или поврежденным.
Вы должны быть в курсе системы, где ограниченные ограничения пространства могут привести к серьезному изгибу шланга вокруг углов, а также когда машина или цилиндр расширяются и убираются. Шланги, прикрепленные к движущимся частям, могут согнуть больше, чем в неподвижном положении машины.
Шланги, прикрепленные к движущимся частям, могут согнуть больше, чем в неподвижном положении машины.
Минимальный радиус изгиба представляет собой наименьший диаметр, который может достигнуть без петли шланга, и измеряется как расстояние до внутреннего края шланга (а не от центральной линии) при повороте на 90 градусов. Гидравлический шланг состоит из трех слоев: сердечника, арматуры и крышки. Уровни армирования могут быть одним или двумя слоями из плетеной ткани или плетеной стали или четырех или шести спиральных слоев из намотанной стали. Плетеная сталь обычно более гибкая и имеет более плотный радиус изгиба, чем спиральная сталь. Шланги высокого давления требуют наличия большего количества слоев арматуры, которые заставляют шланг иметь больший радиус изгиба.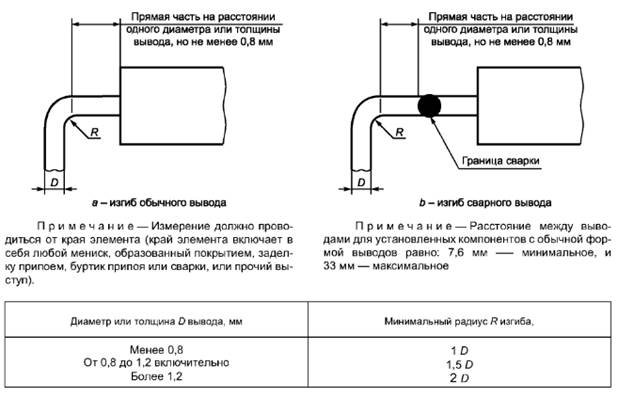
Количество косичек или спиралей также влияет на радиус изгиба. Один слой косы не будет таким гибким, как двухслойный плетеный шланг. Четырехпроволочный спиральный обернутый шланг будет более гибким, чем шестижильный спиральный обернутый шланг и имеющий больший радиус изгиба.
Есть моменты, когда вы можете пойти на меньший радиус на изгибе, но вы заставите шланг сложить пополам и усталость шланга и сбой шланга. Текстильная арматура имеет тенденцию к излому при уменьшении радиуса изгиба.
Удар радиуса радиуса на гидравлическом шланге
Никогда не рекомендуется использовать шланг за минимальным радиусом изгиба. Когда шланг согнут выше номинального радиуса изгиба, он ограничивает поток, уменьшает срок службы шланга и может вызвать перегиб и отказ. Итак, можете ли вы взглянуть на неисправный шланг и знать, что он установлен слишком сильно изгиб? Когда шланг разрывается во внешнем изгибе, это часто происходит из-за чрезмерного изгиба, и в области отказа могут быть сломанные провода. Если он находится на вакуумном или всасывающем приложении, шланг может быть сплющен в области изгиба, что может уменьшить или ограничить поток. Если изгиб тяжелый, шланг может изломить.
Когда шланг согнут выше номинального радиуса изгиба, он ограничивает поток, уменьшает срок службы шланга и может вызвать перегиб и отказ. Итак, можете ли вы взглянуть на неисправный шланг и знать, что он установлен слишком сильно изгиб? Когда шланг разрывается во внешнем изгибе, это часто происходит из-за чрезмерного изгиба, и в области отказа могут быть сломанные провода. Если он находится на вакуумном или всасывающем приложении, шланг может быть сплющен в области изгиба, что может уменьшить или ограничить поток. Если изгиб тяжелый, шланг может изломить.
Если у вас есть эта проблема, ваше решение — заменить узел шланга. Вам нужно будет перенаправить его, чтобы увеличить изгиб в соответствии с предлагаемым изготовителем требованием к изгибу. Другое предложение состоит в том, чтобы запустить шланг прямо из фитинга, обжатого на корпусе, на расстояние, по крайней мере, в два раза больше его внутреннего диаметра, прежде чем он начнет изгибаться.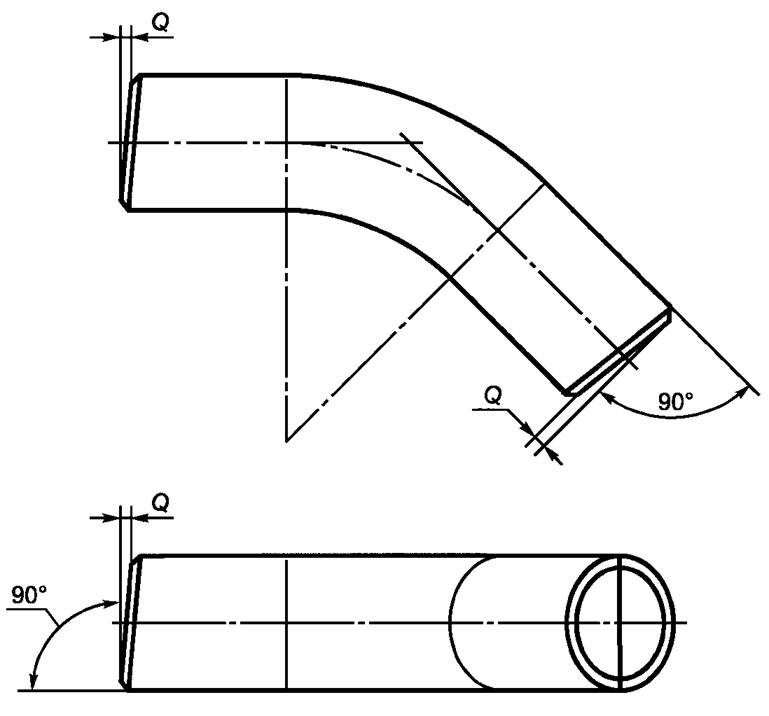
Изготовление строительных конструкций путем холодной гибки
Изготовление строительных конструкций путем холодной гибки
В строительстве применяют три вида гнутых деталей: гнутые в горячем состоянии для деталей, где недопустим наклеп; гнутые в холодном состоянии с большими радиусами загиба с незначительным наклепом; гнутые в холодном состоянии с малыми радиусами гиба (1 – 2,5 толщины детали), где допустим значительный наклеп.
Горячую гибку выполняют при нагреве деталей до температуры 900 – 1000 °C, и прекращают при температурах не ниже 700 °C. Охлаждение должно быть медленным, исключающим закалку, коробление, появление трещин и надрывов.
Холодную гибку
деталей с большими радиусами гиба осуществляют на
листогибочных вальцах, углогибочных вальцах или
прессах (для сортовой и балочной стали). Во избежание большого наклепа
минимальный радиус загиба должен быть до 25 толщин, тогда удлинение крайних
волокон не должно превышать 2 процентов. Холодная гибка
приводит к возникновению в заготовке пластической деформации.
Холодная гибка
приводит к возникновению в заготовке пластической деформации.
Схемы вальцев
В приведенных схемах вальцов диаметр верхнего валка находится в пределах от 280 до 600 мм (на отечественном и зарубежном оборудовании).
Минимальный диаметр вальцовки зависит от диаметра верхнего валка, сближения центров верхнего и нижнего валков, толщины заготовки и класса стали. Минимальный остаточный радиус гибки можно определить по диаметру верхнего валка, принимая предельный радиус гибки равным радиусу валка по формуле Б.И. Беляева:
где:
– остаточный радиус гибки;
– радиус в процессе гибки;
– коэффициент из таблицы в зависимости от , где – радиус кривизны при напряжениях в крайних волокнах, равных пределу текучести:
где:
S – толщина заготовки, см;
Е – модуль упругости, равный 2,1 * ;
– предел текучести стали,
Пользуясь выражением (*), можно определить радиус гибки при вальцовке, обеспечивающей заданный остаточный радиус кривизны
где определяют по параметру (из таблицы).
Таблица. Значение коэффициента к формулам (*, **, ***)
|
|
0 |
0,05 |
0,10 |
0,1 |
0,2 |
0,25 |
0,3 |
0,35 |
0,40 |
0,45 |
0,50 |
0,55 |
|
|
0 |
0,054 |
0,1176 |
0,1932 |
0,284 |
0,395 |
0,532 |
0,705 |
0,926 |
1,214 |
1,6 |
2,13 |
|
|
1,00 |
0,925 |
0,850 |
0,777 |
0,704 |
0,633 |
0,564 |
0,496 |
0,432 |
0,3706 |
0,3125 |
0,2582 |
|
|
0,5 |
0,65 |
0,7 |
0,72 |
0,74 |
0,76 |
0,78 |
0,80 |
0,82 |
0,84 |
0,86 |
0,88 |
|
|
2,885 |
4,00 |
5,76 |
6,78 |
8,08 |
9,56 |
11,59 |
14,29 |
17,97 |
23,11 |
30,68 |
42,4 |
|
|
0,208 |
0,1623 |
0,1215 |
0,1061 |
0,0926 |
0,0795 |
0,0673 |
0,0560 |
0,0456 |
0,0364 |
0,0280 |
0,0207 |
Рассмотрим пример определения остаточного
радиуса гибки обечайки из листовой стали класса С38/23с толщиной S = 10 мм при радиусе
рабочего (верхнего) валка = 250 мм ( = 500 мм). Принимаем минимальный радиус гибки = =
25 см и определим .
Принимаем минимальный радиус гибки = =
25 см и определим .
Параметр
По таблице для этого параметра находим (по линейной интерполяции)
Минимальный остаточный радиус кривизны обечайки
Другой пример показывает, как можно определить радиус вальцовки, если задан проектный размер обечайки.
Сталь листовая S = 10 мм класса С46/33, остаточный радиус
параметр из таблицы . Радиус гибки = 0,685*100=68,5 см.
Выводы
Во время холодной гибки стальных профилей возникает наклеп, так как во внешних волокнах происходит пластическая деформация.
Во избежание появление трещин в наружном
(растянутом) поясе конструкций
необходимо рассчитывать минимальный радиус изгиба (вальцовки) изделия. Б.И.
Беляев предложил методику расчета основных параметров при вальцовке, которыми
необходимо пользоваться при проектировании изделий из гнутых профилей.
Литература
1. Г.С. Писаренко и др. «Справочник по сопротивлению материалов», 1975 г.
2. М.М. Сахновский «Технологичность сварных стальных конструкций», 1980 г.
3. СНиП III – 18 – 75.
Преимущества металлорукава в ПВХ оболочке
- Защита от поражения электрическим током. При использовании обычного, неизолированного металлорукава в случае повреждения или износа изоляции проводов, проложенных внутри него, рукав может оказаться под напряжением и представлять угрозу человеческой жизни. Применение металлорукава в ПВХ оболочке Р3-ЦПнг исключает риск поражения электрическим током
- Защита от коррозий. Несмотря на то, что негерметичный металлорукав Р3-ЦХ выполнен из оцинкованной стали и, формально, имеет защиту от коррозии, «ахиллесовой пятой» в нем являются края ленты, из которой «навит» рукав.
 Дело в том, что большой, широкий рулон оцинкованной стали разрезается на ленты нужной ширины для производства металлорукава. В процессе эксплуатации готового изделия именно в этих местах начинается активный процесс ржавения. Герметичная оболочка из ПВХ пластиката увеличивает срок службы металлорукава и надежно защищает оцинкованную ленту от коррозии.
Дело в том, что большой, широкий рулон оцинкованной стали разрезается на ленты нужной ширины для производства металлорукава. В процессе эксплуатации готового изделия именно в этих местах начинается активный процесс ржавения. Герметичная оболочка из ПВХ пластиката увеличивает срок службы металлорукава и надежно защищает оцинкованную ленту от коррозии. - Повышенная водо- и пыленепроницаемость. В отличие от обычных металлорукавов,металлорукав Р3-ЦПнг имеет высокую степень защиты от внешних воздействий — IP65
- Пожаробезопасность. Полимерное покрытие из ПВХ материала металлорукава Р3-ЦПнг не поддерживает горение. Таким образом, применение металлорукавов в данном исполнении в полной мере отвечает требованиям противопожарной безопасности
- Расширенный диапазон использования. Благодаря улучшенным характеристикам герметичного металлорукава Р3-ЦПнг в сравнении с обычным, существенно расширяется сфера его применения: возможна открытая прокладка металлорукава, транспортировка порошкообразных, сыпучих веществ, а также применение его в системах вентиляции, кондиционирования и обогрева
- Повышенная механическая прочность. Полимерное покрытие металлорукава в ПВХ изоляции обеспечивает ему дополнительную механическую прочность, большее разрывное усилие и защиту от механических повреждений
- Соответствие заявленных размеров фактическим. Не секрет, что многие производители в целях сокращения себестоимости снижают материалоемкость изделия, что не может не сказываться на качестве изделия и удобстве протяжки кабеля. По результатам независимой экспертизы отклонение внутренних диаметров в металлорукавах других производителей достигает 10%, причем не в пользу покупателя!
Типоразмер минимальный радиус изгиба металлорукава Р3-ЦПнг, (мм) минимальный радиус изгиба металлорукава прочих производителей, (мм) Р3-ЦПнг 15 75 130 Р3-ЦПнг 20 90 130 Р3-ЦПнг 38 180 325 - Минимальный радиус изгиба. Неотъемлемым преимуществом герметичного металлорукава, в сравнении с другими производителями, является его особая гибкость. Степень гибкости рукава определяется понятием «минимальный радиус изгиба». Чем меньше данный показатель, тем более гибким является изделие и тем больше возможностей для организации монтажа в условиях ограниченного пространства, имеющего повороты и неровности.
- Широкий диапазон диаметров металлорукавов для удовлетворения самых разнообразных нужд. В ассортименте компании представлены металлорукава в оболочке диаметрами от 6 до 100 мм. Профессиональный подход к продукту — 13 типоразмеров рукавов.
- Весь спектр необходимых фитингов и аксессуаров для монтажа. Для надежного соединения и подключения металлорукава Р3-ЦПнг к электрооборудованию (распределительным коробкам, трубам, корпусам щитовых устройств) в ассортименте представлены различные типы фитингов, взрывобезопасных распаечных коробок, кабельных вводов и металлических скоб. Все фитинги и распаечные коробки монтируются вручную, не требуя использования специализированного инструмента
- Наличие всей необходимой сопроводительной документации для строительства: пожарных сертификатов и сертификатов соответствия
- Конкурентоспособные низкие цены
 Дело в том, что большой, широкий рулон оцинкованной стали разрезается на ленты нужной ширины для производства металлорукава. В процессе эксплуатации готового изделия именно в этих местах начинается активный процесс ржавения. Герметичная оболочка из ПВХ пластиката увеличивает срок службы металлорукава и надежно защищает оцинкованную ленту от коррозии.
Дело в том, что большой, широкий рулон оцинкованной стали разрезается на ленты нужной ширины для производства металлорукава. В процессе эксплуатации готового изделия именно в этих местах начинается активный процесс ржавения. Герметичная оболочка из ПВХ пластиката увеличивает срок службы металлорукава и надежно защищает оцинкованную ленту от коррозии. Полимерное покрытие металлорукава в ПВХ изоляции обеспечивает ему дополнительную механическую прочность, большее разрывное усилие и защиту от механических повреждений
Полимерное покрытие металлорукава в ПВХ изоляции обеспечивает ему дополнительную механическую прочность, большее разрывное усилие и защиту от механических повреждений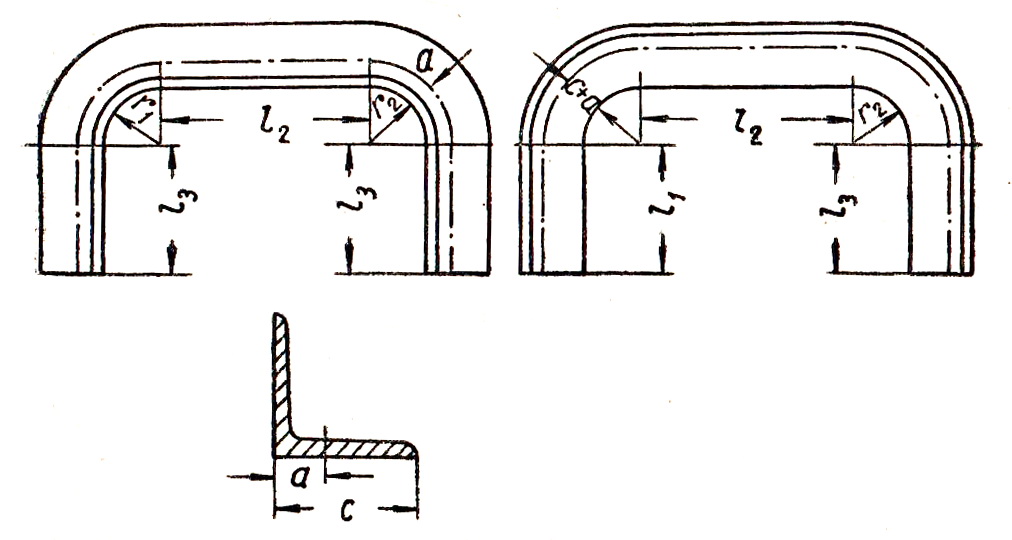 Неотъемлемым преимуществом герметичного металлорукава, в сравнении с другими производителями, является его особая гибкость. Степень гибкости рукава определяется понятием «минимальный радиус изгиба». Чем меньше данный показатель, тем более гибким является изделие и тем больше возможностей для организации монтажа в условиях ограниченного пространства, имеющего повороты и неровности.
Неотъемлемым преимуществом герметичного металлорукава, в сравнении с другими производителями, является его особая гибкость. Степень гибкости рукава определяется понятием «минимальный радиус изгиба». Чем меньше данный показатель, тем более гибким является изделие и тем больше возможностей для организации монтажа в условиях ограниченного пространства, имеющего повороты и неровности. Все фитинги и распаечные коробки монтируются вручную, не требуя использования специализированного инструмента
Все фитинги и распаечные коробки монтируются вручную, не требуя использования специализированного инструментаГибка стали :: Стандарты Новой Зеландии
BRANZ недавно неоднократно звонил на горячую линию по поводу подходящих диаметров изгиба для стальной арматуры.
Неправильный изгиб может серьезно повлиять на эксплуатационные характеристики стальной арматуры. В результате может произойти преждевременное разрушение, что повлияет на способность строительных элементов выдерживать расчетные нагрузки. Особое беспокойство вызывает практика гибки арматурной стали до слишком малого диаметра изгиба.
Изгиб и последующее выпрямление (повторная гибка) арматуры на месте представляет еще большую проблему.
Во избежание разрушения или ослабления, NZS 3109: 1997 Бетонная конструкция требует, чтобы крюки и изгибы были сформированы в соответствии с требованиями изгиба таблицы 3. 1. Минимальный диаметр изгиба измеряется на внутренней стороне стержня.
1. Минимальный диаметр изгиба измеряется на внутренней стороне стержня.
Марка, f y (МПа) | Тип стержня | Диаметр прутка, d b (мм) | Минимальный диаметр изгиба, d i (мм) | |
Плоские стержни | Деформированные стержни | |||
300 или 500 | Стремена и галстуки | 6–20 | 2d b | 4d b |
24 | 3д б | 6d b | ||
Все остальные стержни | 6–20 | 5д б | 5д б | |
24–40 | 6d b | 6d b | ||
Обратите внимание, что в приведенной выше таблице приведены только часть требований. Полную информацию о стандартных крюках, изгибах, хомутах или стяжках, требованиях к диаметру изгиба сетки и требованиям изгиба оцинкованного стержня см. В пункте 3.3 NZS 3109: 1997.
Полную информацию о стандартных крюках, изгибах, хомутах или стяжках, требованиях к диаметру изгиба сетки и требованиям изгиба оцинкованного стержня см. В пункте 3.3 NZS 3109: 1997.
Повторная гибка должна выполняться только в том случае, если она неизбежна и определяется на этапе проектирования. NZS 3109: 1997 и NZS 3101.1 & 2: 2006 Стандарт на бетонные конструкции требует, чтобы повторный изгиб выполнялся указанным способом и в соответствии с требованиями производителя.
Из директив BRANZ, февраль 2016 г.
BSI Допуски на изгиб стержней
Допуски на изгиб прутка
Минимальные расчетные радиусы, прежние диаметры и припуски на изгиб
| Номинальный размер прутка, d (мм) | Минимальный радиус для планирования, r (мм) | Минимальный диаметр гибочного станка, М (мм) | Минимальный торцевой выступ, P | |
|---|---|---|---|---|
Общие (мин. 5 d по прямой), включая звенья с изгибом> = 150 градусов (мм) 5 d по прямой), включая звенья с изгибом> = 150 градусов (мм) | Звенья с изгибом <150 градусов (мин. 10d по прямой) (мм) | |||
| 6 | 12 | 24 | 110 | 110 |
| 8 | 16 | 32 | 115 | 115 |
| 10 | 20 | 40 | 120 | 130 |
| 12 | 24 | 48 | 125 | 160 |
| 16 | 32 | 64 | 130 | 210 |
| 20 | 70 | 140 | 190 | 290 |
| 25 | 87 | 175 | 240 | 365 |
| 32 | 112 | 224 | 305 | 465 |
| 40 | 140 | 280 | 380 | 580 |
| 50 | 175 | 350 | 475 | 725 |
Минимальные концевые выступы для стержней меньшего размера определяются практичностью изгиба стержней. | ||||
| ПРИМЕЧАНИЕ 1 Из-за «пружинящего возврата» фактический радиус изгиба будет немного больше половины диаметра каркаса. | ||||
| ПРИМЕЧАНИЕ 2 BS 4449: 2005 класс B500A размером менее 8 мм не соответствует BS EN 1992-1.1: 2004. | ||||
Допуски на размеры резки и гибки
Допуски на размеры резки и / или гибки должны соответствовать приведенной ниже таблице и должны учитываться при заполнении графика.Концевое крепление или размер в скобках в кодах формы, указанных в Типовых формах изгиба, должны использоваться для учета любых допустимых отклонений, возникающих в результате резки и изгиба.
| Процессы резки и гибки | Допуск (мм) |
|---|---|
| Резка прямых отрезков (включая арматуру для последующей гибки) | +25, -25 |
| Гибка: | |
| ≤ 1000 мм | +5, -5 |
| > 1000 мм до ≤ 2000 мм | +5, -10 |
| > 2000 мм | +5, -25 |
| Длина полосок в ткани | +25, -25 или 0.5% длины (что больше) |
| Допуски для кода формы 01, длины заготовки должны соответствовать соответствующему стандарту на продукцию, например BS 4449: 2005. | |
Источник
BSI Британский стандарт документация
Ссылка по теме: UK Cares
Гибка арматурной стали | BRANZ, сборка
Эта сталь, вероятно, была предварительно изогнута, , но если бы это нужно было делать на месте, знали бы вы правильный изгиб изгиба?
Большинство строителей предпочтут, чтобы вся арматурная сталь доставлялась на площадку предварительно изогнутой и готовой для связывания в клетки.Однако иногда бывает полезно изменить или изготовить его на месте в соответствии с конкретными потребностями. Вы знаете, как это сделать?
Традиционно гибка выполнялась с помощью ручных гибочных станков с длинными ручками, обеспечивающими необходимое усилие. Обычно они могли сгибать стержни диаметром до 16 мм, хотя 12 мм часто были самыми большими, которые можно было легко согнуть. Теперь у нас есть электрические и гидравлические гибочные станки, которые значительно упрощают гибку и резку на месте. Даже в этом случае необходимо соблюдать стандарты Новой Зеландии, чтобы обеспечить соответствие Строительным нормам и правилам.
Диаметр изгиба зависит от диаметра стержня
Таблица 3.1 из NZS 3109: 1997 Бетонная конструкция устанавливает требования к минимальному диаметру изгиба. Плоские и деформированные стержни имеют разные значения, а хомуты и стяжки обрабатываются отдельно от всех остальных стержней. Например, деформированный стержень диаметром 12 мм, используемый в качестве хомута, необходимо согнуть вокруг штифта формирователя минимального размера 4d, то есть штифта с диаметром, в четыре раза превышающим диаметр изгибаемого стержня (диаметр 48 мм.). Тот же стержень, который используется в качестве общей арматуры, должен использовать в качестве шаблона штифт 5d большего размера (диаметром 60 мм). (Примечание: d = диаметр стержня.) В удобной таблице сгибов на рис. 1 (на стр. 24) показаны рекомендуемые минимальные диаметры сгиба для каждого типа стержня.
Остерегайтесь ручных гибочных станков, которые не справятся со своей работой
Некоторые представленные на рынке ручные арматурные станки не могут производить изгибы, соответствующие этим требованиям. В популярной модели используется только один формирователь для арматурной стали всех размеров с максимальной нагрузкой 16 мм.Для стержня диаметром 16 мм, используемого в качестве общей арматуры, требуется внутренний изгиб диаметром 80 мм до изгиба, однако эта машина протягивает сталь вокруг стержня диаметром 34 мм. Это приводит к слишком резкому изгибу и значительному напряжению стали. Эти инструменты относительно дороги, поэтому, если вы покупаете один, убедитесь, что диаметр штифта может быть изменен для каждого размера изгибаемого стержня.
Слишком крутые изгибы не сделают марку
Острые изгибы особенно нравятся укладчикам блоков, потому что изогнутые стержни легче входят в ячейки блоков.Однако инженеры-строители и инспекторы территориальных властей могут отклонить любую работу, не соответствующую стандарту. Мало того, что это не соответствует Строительным нормам, но и резкие изгибы ослабят сталь в углу, именно там, где ей требуется наибольшая прочность.
Управление строительной промышленности знает об этой проблеме и намеревается производить круглые шаблоны для различных размеров стали, чтобы инспекторы по строительству могли легко проверить соответствие на месте. К счастью, рынок также отреагировал, и теперь доступна модификация, созданная в Новой Зеландии, которая позволяет стандартному гибочному станку производить изгибы, соответствующие требованиям.
Сгибайте в холодном состоянии и не перегибайте
Другая важная проблема, связанная с гибкой на стройплощадке, заключается в том, что все стержни должны быть согнуты в холодном состоянии и не должны перегибаться повторно, поскольку это создает участки с повышенной механической нагрузкой, которые изменяют характеристики бар неблагоприятно. При работе с новыми сталями важно не сгибать стартеры, а потом их выпрямлять.
Если сталь необходимо повторно согнуть, ее нужно будет согнуть в горячем состоянии, и необходимо строго соблюдать процедуры, установленные производителем стали.Любые сварные соединения должны выполняться только по запросу проектировщика и выполняться в соответствии с NZS 4702: 1982 ( Дуговая сварка металла арматурного стержня класса 275 ), а также NZS 3109. (Обратите внимание, что NZS 3604 не допускает использование. сварных стыков.)
Не обрезайте гильотинные соединительные стержни
Еще один небольшой момент, который нельзя упускать из виду, — это использование плоских стержней в качестве дюбелей, например, для соединения плит вместе. Одна половина дюбеля должна быть прикреплена к бетону, а другая половина должна иметь возможность двигаться.При гильотинировании прутка из длинного ложа концы будут деформированы. Это создает широкую часть стержня, которая не может двигаться в бетоне. Для того, чтобы отрезать конец стержня, NZS 3109 требует сохранения поперечного сечения стержня, поэтому необходимо использовать ножовку или отрезной круг, чтобы отрезать конец стержня, предназначенный для проскальзывания. Половина стержня, которая должна перемещаться, обычно помещается в пластиковую втулку или оборачивается лентой для снятия склеивания.
Не забудьте про поддержку!
Не забудьте обеспечить хорошую опору для арматуры, чтобы она располагалась на расстоянии не менее 75 мм от поверхности выемки, и убедитесь, что арматурные стержни надежно закреплены и не провисают в зоне зазора 75 мм.Без надлежащей опоры арматурная сталь будет смещаться при укладке бетона, а без достаточного бетонного покрытия она подвергнется коррозии.
Используйте специальные пластиковые стулья, полипропиленовые колышки или плотные бетонные блоки, чтобы удерживать арматурные стержни на нужной высоте и в правильном положении во время укладки бетона. В качестве альтернативы повесьте перекладины на подвесные конструкции, чтобы обеспечить достаточную опору.
Рисунок 1: Минимальные рекомендуемые диаметры изгиба для арматурного стержня. Все размеры указаны в мм.Стол любезно предоставлен Pacific Steel.Скачать PDF
Des Molloy
BRANZ Технический писатель
Посмотреть все статьи от Des Molloy
Статьи верны на момент публикации, но с тех пор могут устареть.
Минимальный радиус изгибаи почему это важно
Прежде чем мы продолжим, важно отметить, что минимальный радиус изгиба — это не то, насколько далеко вы можете физически согнуть шланг . В зависимости от силы, роста или рекордов в армрестлинге можно согнуть самый прочный шестипроводной шланг в крендель, в то время как те из нас, у кого не геркулесова сила, изо всех сил пытаются уместить двухфутовую секцию в коробку. В первом случае, однако, наш Геркулес окажется в очень невыгодном положении, поскольку он согнул свой шланг до минимального радиуса изгиба, разрушил внутреннюю проволоку, потерял работу и обрек себя на вечную безработицу.
То, что испытал Геракл, было шлангом, который (для него) обладал высокой гибкостью или малым усилием изгиба. Многие шланги, такие как тефлоновая оплетка из нержавеющей стали, можно физически легко согнуть за пределы минимального радиуса изгиба, повреждая или перекручивая внутреннюю сердцевину шланга. Радиус изгиба шланга может быть превышен, если длина шланга определена неверно для конкретного применения, или при неправильном обращении при упаковке, транспортировке или установке. Из-за этого всегда важно проверять шланг в сборе на наличие признаков чрезмерного изгиба перед установкой и запуском системы.В среднем штате есть данные о радиусе изгиба для каждого из наших шлангов, и мы всегда рады поделиться этой информацией по запросу.
Теперь, когда мы с этим разобрались, давайте рассмотрим , что такое радиус изгиба ; наименьший диаметр петли, который может получить шланг без повреждения внутренней трубы. Шланги, произведенные в соответствии со спецификацией SAE (Общества автомобильных инженеров), имеют минимальный радиус изгиба, а некоторые производители выпускают шланги с улучшенными характеристиками. Например, наш всасывающий шланг 100R4 доступен с половинным радиусом изгиба, что позволяет ему изгибаться вдвое больше, чем у стандартного R4!
Есть два метода измерения радиуса изгиба; внутренний радиус и радиус осевой линии . Внутренний радиус измеряет расстояние между внутренним краем шланга при изгибе на 90 градусов. Радиус центральной линии — это расстояние от теоретической нулевой точки до точной средней линии изогнутого шланга.
Для любителей математики минимальный радиус изгиба рассчитывается как L = A / 360 ° x 2 TTr, где:
- L: минимальная длина шланга, который необходимо изгибать
- A: угол наклона bend
- r: радиус изгиба шланга
- TT: 3:14
Эта формула позволяет определить минимально необходимую длину шланга для любой ситуации.
| Значения минимального радиуса и торцевого выступа, r и P
соответственно, как указано в таблице 2, должны применяться ко всем формам
коды (см. 7.6). Размеры в скобках — свободные размеры. Если форма данные в этой таблице являются обязательными, но для с учетом возможных отклонений форма должна быть вытянутой и учитывая код формы 99, и свободный размер должен быть указан в круглые скобки. Длина прямого участка между двумя изгибами должна быть не менее 4d, см. Рисунок 6. Рисунок 4, Рисунок 5 и Рисунок 6 следует использовать при интерпретации. конечных размеров. Примечание 1 Уравнения длины для кодов формы 14, 15, 25, 26, 27, 28, 29, 34, 35, 36 и 46 являются приблизительными и где изгиб угол больше 45, длину следует рассчитывать больше точно учитывая разницу между указанным общим размеры и истинная длина, измеренная по центральной оси бар.Когда углы изгиба приближаются к 90, предпочтительно укажите код формы 99 с эскизом с полным размером. Примечание 2 Пять или более концов могут оказаться непрактичными в пределах допустимые допуски. Примечание 3 Для форм с прямой и криволинейной длиной (например, коды формы 12 13, 22, 33 и 47) наибольший практический размер оправки для изготовления сплошной кривой — 400 мм. См. Также пункт 10. Примечание 4 Доступные длины доступны в ограниченном количестве длины (например, 6 м, 12 м). Размер A для кода формы 01 должен быть считается ориентировочным и используется для расчета общей длина. Фактическая длина поставки должна быть согласована с поставщик. |
Рекомендации по гибке стали… | Американская ассоциация гальванизаторов
Следует ли изгибать стальной арматурный стержень до или после HDG?
Стальные арматурные стержни из горячеоцинкованной (HDG) стали можно гнуть перед цинкованием или после нанесения покрытия.Тем не менее, существуют соображения, которые проектировщик и / или разработчик должен рассмотреть, чтобы определить, является ли изгиб до или после горячего цинкования предпочтительным для конкретного применения.
Изгиб арматурного стержня до HDG:
При изгибе арматуры перед горячим цинкованием рекомендуется, чтобы диаметр изгиба был как можно большим, чтобы избежать охрупчивания из-за деформационного старения из-за чрезмерной холодной штамповки стали.При холодной гибке арматуры в стали возникают напряжения. Позже, когда арматура нагревается до температуры котла для цинкования, изменение температуры может повлиять на участки с повышенным напряжением от холодной обработки. Когда напряжения от холодного изгиба чрезмерны, возможно возникновение деформационного охрупчивания.
Помимо холодной обработки, еще одним фактором, способствующим деформационному старению, является качество стали. Арматура более восприимчива к деформационному старению, потому что она обычно изготавливается из стали более низкого качества, содержащей много примесей, которые собираются в местах с высоким напряжением в стали.В результате деформационное старение и переломы с большей вероятностью произойдут в носке изгиба, где находится наибольшее индуцированное напряжение.
Рекомендации по большому диаметру изгиба ограничивают величину напряжения, оказываемого на сталь во время холодной обработки, и снижают вероятность охрупчивания из-за образования пятен. ASTM A767 / A767M Таблица 2 содержит рекомендации по рекомендуемому диаметру изгиба на основе номинального размера стержня.
| Минимальные диаметры готового изгиба (см. ASTM A767, таблица 2) | | |||
|---|---|---|---|---|
| № прутка
Имперская система [Метрическая система] | Класс 40 [класс 280] | класс 50 [класс 350] | класс 60 [Класс 420] | Класс 75 [класс 520] |
| 3, 4, 5 [10, 13, 16] | 6d | 6d | 6d | … |
| 6 [19] | 6d | 6d | 6d | 6d |
| 7, 8 [22, 25] | 6d | 8d | 8d | 8d |
| 9, 10 [29, 32] | … | … | 8d | 8d |
| 11 [36] | … | … | 8d | 8d |
| 14, 18 [43, 57] | … | … | 10d | 10d |
Примечание: d = номинальный диаметр стержня.
При соблюдении рекомендаций по диаметру изгиба процесс изгиба обеспечивает гораздо более низкие уровни остаточного напряжения. Если арматурный стержень необходимо изгибать сильнее, чем указано в этих рекомендациях, можно снять напряжение при температуре от 900 F до 1050 F (от 480 до 560 C) в течение одного часа на дюйм диаметра стержня, чтобы снизить остаточное напряжение.
Гибка арматурного стержня после HDG
Изгиб арматуры ASTM A767 класса II после HDG Когда горячеоцинкованный арматурный стержень изгибается после процесса горячего цинкования, не возникает проблем с охрупчиванием из-за деформации и старения, и, следовательно, диаметр изгиба никоим образом не ограничивается.При изгибе некоторые более толстые оцинкованные покрытия, такие как ASTM A767 Class I, могут испытывать повышенную вероятность растрескивания или отслаивания покрытия в области изгиба. На арматурных прутках, оцинкованных горячим способом, с покрытием менее 4 мил (100 микрон) образуется покрытие, которое не трескается или не отслаивается при изгибе после цинкования. Свяжитесь с вашим местным производителем цинкования для получения дополнительной информации о различных методах минимизации повреждений при гибке после HDG.
Если отслаивание в области изгиба вызывает беспокойство, его можно значительно минимизировать, используя более низкие скорости изгиба и максимизируя радиус изгиба, где это возможно.В случае появления трещин или отслаивания поврежденное покрытие можно легко отремонтировать в соответствии со стандартом ASTM A780 / A780M и не является основанием для отклонения согласно ASTM A767 / A767M, раздел 7.2.1:
.- 7.2.1 При проведении цинкования перед гибкой некоторые трещины и отслаивание оцинкованного покрытия в области изгиба не являются основанием для брака (Примечание 7).
- Примечание 7 Тенденция к растрескиванию цинкового покрытия увеличивается с увеличением диаметра прутка, а также тяжести и скорости изгиба.
Хотя повреждения в местах изгиба можно устранить методами, описанными в ASTM A780 / A780M, не рекомендуется нагревать зоны изгиба горелкой для выполнения ремонта с использованием цинкового припоя. Это может привести к деформации стали из-за повышенной температуры горелки.
Изгиб арматуры ASTM A1094 после HDGЧто лучше — изгиб арматурного стержня до или после HDG?
При горячем цинковании арматуры прямолинейных отрезков более поздняя сборка может привести к обрезанию концов, изгибов и сварных швов.На этих участках может потребоваться подкраска покрытия, но подкрасить эти участки относительно просто. Гибка после горячего цинкования также дает преимущества с точки зрения конструкции: нет минимальных диаметров гибки, материал может быть покрыт заранее для целей наличия / наличия запасов, а также большие или сложные арматурные стержни, которые могут не соответствовать размерам цинкования. чайник может быть сконструирован.
Хотя небольшие участки покрытия легко отремонтировать в соответствии со стандартом ASTM A780 / A780M, изготовление перед горячим цинкованием, безусловно, имеет преимущества.Более сложные арматурные каркасы для балок, колонн или фундаментов могут быть изготовлены заранее, что исключает необходимость ремонта участков изгиба, резки и сварки. Хотя рекомендуется минимальный диаметр изгиба во избежание охрупчивания из-за деформации, арматурный стержень можно изгибать сильнее, чем рекомендуется. Однако потребуется дополнительная работа по снятию напряжения в местах изгиба.
В случае сомнений обязательно обсудите горячее цинкование арматуры и ее изготовления с гальванизатором на этапе проектирования проекта.
© Американская ассоциация гальванизаторов, 2021 г. Приведенный здесь материал был разработан для предоставления точной и достоверной информации о стали, оцинкованной горячим способом после изготовления. Этот материал предоставляет только общую информацию и не предназначен для замены компетентной профессиональной экспертизы и проверки на пригодность и применимость.Информация, представленная здесь, не предназначена для представления или гарантии со стороны AGA. Любой, кто использует эту информацию, принимает на себя всю ответственность, связанную с таким использованием.
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$ select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.АВТОР}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}} .