ГОСТы и технология полуавтоматической сварки газом

Трудно себе представить качественное производство металлических изделий без применения сварочных работ. – это один из самых распространенных методов, применяемых для варки черных и цветных металлов различной толщины.
Применение специальных технологий при сварке полуавтоматом позволяет значительно повысить качество сварного шва и ускорить процесс. Подобный вид сварки активно используется на многих станциях технического обслуживания автомобилей для выполнения кузовного ремонта.
Что такое полуавтоматическая сварка?
Прежде чем начать осваивать технологию полуавтоматической сварки следует узнать устройство аппаратуры.
Электромеханический инструмент, называемый , в конструкции включает:
- основной блок, отвечающий за подачу питания и электродной проволоки;
- сварочный рукав или шланг;
- горелку, внутри которой расположена проволока;
- токопроводящий наконечник;
- систему подачи защитного газа.
Некоторые крупные предприятия используют полуавтоматические стационарные модели, обеспечивающие быструю скорость сварки, равномерный шов и низкое потребление электрической энергии.

Аппарат полуавтоматической сварки.
Все виды полуавтоматических автоматов по способу работы делятся на:
- устройство, использующие для основы флюс;
- аппараты, использующие порошковую проволоку;
- универсальные полуавтоматы.
Все виды сварочных полуавтоматов идеально подходят для выполнения работ по соединению изделий из цветного или черного металла.
По методу подачи электродной проволоки сварочные автоматы полуавтоматического типа делятся на:
- Стационарные.
Аппаратура жестко закреплена на подставке или специальной консоли. - Переносные.
Устройство выполнено в виде переносимой тумбы. - Передвижные.
Специальная тележка, приспособленная к передвижению по одному помещению.
По расположению подающих роликов полуавтоматы можно условно разделить на:
- толкающие;
- тянущие;
- толкающе-тянущие.
Особенности технологии
Полуавтоматическая сварка позволяет качественно сваривать даже ржавый или оцинкованный металл. Соединяя изделия из сложно свариваемых материалов лучше всего использовать медную или алюминиевую проволоку, поскольку данные металлы позволяют получить крепкий и равномерный шов.
В целом, технология сварки в защитном газе или с использованием флюса включает такие подготовительные шаги:
- очистка и обезжиривание свариваемых поверхностей при помощи популярных растворителей;
- проверка газового оборудования;
- выполнение пробного шва, для корректировки настроек сварочной аппаратуры;
- тонкий подбор силы тока и напряжения.
Сварка в среде защитного газа – это наиболее простой вариант использования аппаратуры. Газ для полуавтоматической сварки подойдет любой: углекислый, гелий, азот или аргон. Техника выполнения сварочных работ одинакова для всех газов.
Чаще всего начинающие сварщики выбирают для сварки углекислый газ, ввиду его дешевизны и достаточно хороших параметров.
Преимущества полуавтоматической сварки в углекислой среде:
- сохранение внешнего вида изделия;
- возможность обработки даже самых тяжело доступных участков;
- минимальное количество отходов;
- прочный и тонкий сварной шов;
- быстрая скорость выполнения работы.
Сварка в среде углекислого газа является одним из самых простых методов соединения металлических изделий.

Выбор тока для сварки полуавтоматом.
Качество сварного шва может зависит от следующих тонкостей:
- метод ведения проволоки;
- соблюдение нужного интервала между соединяемыми деталями;
- несоблюдение норм выполнения работ.
Сварка полуавтоматической аппаратурой без газа – это альтернативный вариант соединения металлов, позволяющий предотвратить возникновение окислов и проконтролировать получение высококачественного шва.
Метод безгазовой сварки подразумевает использование прямой подачи тока и применения порошковой или флюсовой проволоки. В процессе сварки при сгорании проволоки образуется газовая среда достаточная для качественного выполнения работ.
Соединение стальных изделий при помощи безгазовой полуавтоматической сварки делятся на этапы:
- приобретение сварочной стальной проволоки с флюсом;
- включение подачи проволоки;
- поворот переключателя в положение включение;
- закладка флюса внутрь воронки;
- открытие защитной заслонки для выпуска флюса;
- запуск прибора кнопкой пуск;
- ожидание появление электрической дуги;
- непосредственное выполнение работ.
Важно отметить, что полуавтоматические сварочные устройства позволяют сваривать даже алюминиевые детали, обладающие нестандартными характеристиками. Для соединения изделий из алюминия необходимо использовать аргон в качестве защитного газа.
Благодаря наличию инертной атмосферы оксидная алюминиевая пленка, после ее разрушения, не сможет появиться снова и ничто не помешает спокойно выполнять работу.
Настройка сварочного аппарата
Качественная сварка полуавтоматом для начинающих не может обойтись без тонкой настройки аппаратуры.
Перед использованием устройства сварщик должен установить:
- силу тока;
- скорость подачи проволоки;
- необходимое давление защитного газа.
Большинство полуавтоматов для сварки поставляется вместе с сопроводительной документацией, содержащей оптимальные настройки для тех или иных режимов работы. Там указаны параметры, от которых следует отталкиваться при тонкой настройке аппаратуры.
Проверить правильность настройки параметров можно на отдельных ненужных кусках металла. Для выставления правильных параметров при работе в среде защитных газов необходимо следить, чтобы сварной шов был гладки и равномерный, без потеков и прерываний.
Оптимальное давление рабочего газа, как правило, должно находиться в пределах между 1-2 атмосферами.
Подготовка полуавтомата к работе включает следующие шаги:
- Выбор оптимального радиуса проволоки.
Большинство данных расходников идут с радиусом от 0.03 до 0.06 сантиметров. Наиболее оптимальным выбором для большинства материалов является проволочный радиус 0.04 сантиметра. - Протяжка проволоки до выхода из горелки и настройка степени ее прижатия.
- Подготовка оптимального защитного газа.
Чаще всего используется два вида газа: углекислый и аргон. Первый вариант дешев, распространен и отлично подходит для сваривания стальных деталей. Аргон более дорогой защитный газ, обеспечивающий высокую стабильность электрической дуги и уменьшающий количество металлических брызг при проведении работ. - к аппаратуре.

Сварка полуавтоматом в среде защитного газа.
При настройке аппаратуры необходимо придерживаться определенных правил, позволяющих, при наличии определенных умений, получить ровный и качественный шов:
- обеспечение равномерного горения дуги;
- установка электродной проволоки направление вперед;
- проведение очистки швов от накопившегося шлака.
Наиболее оптимальные настройки аппаратуры указаны в сопроводительной документации к сварочной установке. Однако, не всегда стоит полностью доверять заводским параметрам.
Так, на рабочие свойства устройства могут влиять:
- различные режимы работы;
- качество электрической сети;
- состав соединяемого сплава;
- температура окружающей среды;
- толщина и состав присадочной проволоки;
- пространственные положения работ;
- состав защитного газа.
Самыми часто возникающими ошибками при настройке аппаратуры для сварки являются:
- Громкие посторонние звуки, напоминающие треск.
Подобные симптомы могут быть при недостаточной скорости подачи припоя. Дабы избежать таких недоразумений следует увеличить скорость подачи присадочных материалов. - Сильные разбрызгивание металлических капель.
Неисправность возникает при недостатке защитного газа. Устранить проблему можно проверив редуктор или увеличив мощность газового потока. - Плохой провар и низкое качество шва.
Неисправность, связанная с неправильной настройкой напряжения и индуктивности. - Неравномерная ширина валика.
Дефект может возникать из-за неверного выбора скорости движения горелки.
Виды сварочных швов при полуавтоматической сварке
Технология сварки полуавтоматом позволяет получать различные типы швов, в зависимости от настроек аппаратуры.
По виду соединения швы, полученные полуавтоматом, делятся на:
- стыковые;
- тавровые;
- нахлестовые;
- угловые.

Особенности сварки полуавтоматом.
По пространственному положению сварные швы принято разделять на:
- горизонтальные;
- вертикальные;
- потолочные;
- нижние.
Выполнение популярных потолочных швов, как правило, производится в два этапа:
- Проваривание коренного шва.
Подготовительный шов обычно выполняется трехмиллиметровыми электродами с небольшой силой тока. - Полное завершение шва.
Второй сварочный этап выполнения потолочного шва может выполняться двумя способами:
- Сваривание при помощи коротких отрывистых швов или точечной проварки.
Такой метод сварки не дает каплям расплавленного металла падать на оператора. При выполнении подобной процедуры может потребоваться дополнительные проваривание в начале и конце шва. - Варка при максимально короткой дуге.
Подобный подход позволит дать металлу быстро застыть, сразу после отвода электрического пламени.
Нижние соединения, выполняемые при помощи полуавтомата или ручной дуговой сварки, часто используются на заводах и производствах. Такие швы обеспечивают высокие механические характеристики, благодаря равномерному распределению расплавленного металла.
Режимы сварки полуавтоматом при выполнении угловых соединений могут быть различными.

Таблица характеристик сварочного полуавтомата.
Сварка полуавтоматом с газом угловых металлических конструкций может производится:
- С перпендикулярным расположением двух заготовок.
Подобная техника позволяет проварить лишь внутренний стык. Варка перпендикулярно расположенных трубок должна включать выполнение концентрического шва по окружности. - С углом менее 60 градусов между свариваемыми деталями.
Лучший вариант выполнения углового . В таком случае заготовки полностью провариваются.
Стыковой шов – это наиболее популярный метод соединения трубопроводов или стальных листов.
Подобный вариант сварки делятся на:
- одностороннюю проварку;
- одностороннюю проварку и обработку;
- двухстороннюю проварку.
Односторонняя сварка в защитных газах применяется при толщине изделий не более 4 миллиметров. Если детали имеют толщину более 8 миллиметров, необходимо выполнять двухстороннюю сварку.
Лучшим методом обеспечения высокой прочности толстого изделия при односторонней сварке является разделка кромок. Выполнение разделки проводится при помощи болгарки или напильника. В процессе обработки соединяемых торцов образуется скос под 45 градусов.
Соединение внахлест, как правило, выполняется для обеспечения высокой сопротивляемости изделия на разрыв. Шов следует выполнить по обе сторону соприкасаемых поверхностей, дабы избежать скопление влаги.
Тавровое соединение в большинстве случаев используется для закрепления основания металлической конструкции. При толщине металла более 4 миллиметров, рекомендуется использовать двухсторонний вариант шва.
Вертикальный
Технология сварки полуавтоматом вертикального шва имеет несколько важных принципов:
- Расплавленные капли металла должны застывать быстрее, чем при обычной сварке.
Такое условие необходимо из-за постепенного стекания расплавленного метала вниз под действием сил всемирного тяготения. Обеспечить необходимый размер капель можно лишь уменьшением размера сварочной дуги. - Вертикальная сварка производится снизу-вверх.
Способ сварки обеспечивает отсутствие наплывов и неровностей при выполнении вертикального шва.
Существует несколько правил, выполнение которых может гарантировать получение качественного вертикального соединения при выполнении варки сверху-вниз:
- использование короткой дуги;
- перпендикулярное расположение электрода в начале сварки;
- расположение электрода под острым углом, относительно сварочного шва.

Устройство подачи сварочной проволоки.
Подобные шаги хотя и позволяют получить вертикальный шов путем проварки полуавтоматом сверху вниз, но как показывает полученные опытными сварщиками уроки, такие соединение обладают куда более скудными характеристиками.
Существует три технологии сварки вертикальных швов полуавтоматом:
- Треугольник.
Применяется при соединении деталей толщиной менее 2 миллиметров. Суть метода заключается в следующем: во время работы сварочной дуги снизу-вверх жидкий металл натекает на уже застывший. При этом стекающий шлак двигается под определенным углом, изображая треугольник. - Елочка.
Метод, используемый для соединения 2-3 миллиметровых зазоров. Сварка начинается от плоскости одной из кромок. Затем при помощи электрода плавится металл во всей толщине заготовки, после чего дуга ведется до самой глубины зазора. - Лестница.
Лучший вариант для устранения больших зазоров между деталями. Метод предусматривает выполнение сварочных работ при помощи зигзагообразного перемещения электродов от кромки к кромке.
Горизонтальный
Сварки полуавтомат позволяет выполнять высококачественные горизонтальные швы. Выполнение подобных операций мало чем отличается от создания вертикальных соединений. Выполнение сварочного процесса можно выполнять как справа-налево, так и слева-направо.
Получить качественный горизонтальный шов можно, учтя данные тонкости:
- сила горения дуги должна быть равноценна силе тяжести металлических капель;
- скорость перемещения необходимо подбирать отдельно для горизонтального шва;
- сварочные работы следует проводить непрерывно, дабы удержать под контролем расплав.
Дуговая сварка иногда не позволяет завершить шов за один подход. В таком случае можно использовать технику сваривания с периодическим гашением дуги. При толщине металла до 4 миллиметров допускается применение различных сварных рисунков.
В остальном, качество выполнения горизонтального соединения полуавтоматом или ручной аппаратурой полностью зависит от мастерства сварщика.

Полуавтоматический сварочный аппарат.
Процесс создания сварочного горизонтального шва можно условно разделить на четыре этапа:
- Создание корневого валика.
Корневой сварочный валик делается короткой электрической дугой. Угол наклона электрода к поверхности должен составлять порядка 80 градусов. Первичный валик, как правило, создается с максимально допустимой для аппаратуры силой тока. - Формирование вторичного валика.
Процесс начинается с выставления средней силы тока. Вторичный валик изготавливается в один проход, при котором желательно использовать электрод с большим диаметром. Второй сварочный валик следует формировать по технологии углом вперед. - Получение третьего валика.
Третичный валик может создаваться двумя способами в зависимости от успешности предыдущего этапа. Если вторичный валик имеет большую площадь, то третий должен лечь ровно по центру. Если второй валик получился стандартным, то третий этап выполняется в два подхода. - Окончательная проварка деталей.
В процессе выполнения работ следует внимательно следить за верхней частью формируемого шва, поскольку именно в этой области проявляются различные сварочные дефекты.
Сварка тонкого и толстого металла
Характер сварочных работ полуавтоматом зависит от вида свариваемого изделия.
Соединение тонкого металла в зависимости от вида изделия, производится двумя способами:
- Обычный листовой металл может быть сварен любыми методами.
- Заклепочный тонкий металл следует соединять внахлест и проваривать через подготовленные заранее отверстия в верхнем листе.

Электрическая схема полуавтомата.
Сваривая тонкие металлические изделия нужно не забывать такие тонкости:
- силу тока, напряжение и скорость выхода проволоки необходимо отрегулировать в меньшую сторону;
- запрещается задерживать электрическую дугу на одном месте, поскольку эту может повлечь за собой прожег изделия или наплыв сварочного валика;
- тонкий заклепочный металл важно сваривать, начиная с центра нижней заготовки, дабы избежать залития подготовленных отверстий.
Если сварной шов не обязательно должен быть герметичным, можно выполнить точечные сварочные работы с промежутком от 1 до 5 сантиметров.
Толстый металл с толщиной стенок более 4 миллиметров соединяется при помощи снятия фасок со свариваемых поверхностей. Подобная подготовка позволяет получить ровный шов и качественно проварить заготовки.
Выполнение сварочных работ с толстыми металлами следует проводить с использованием небольших колебательных движений горелки. Таблица режимов сварки, идущая к каждому полуавтомату, содержит обширные сведения о оптимальных параметрах для сварки толстых металлических изделий.
Основные правила соединения толстых металлических изделий:
- зазор между деталями должен составлять не более 2 миллиметров;
- ширина должны быть равна толщине заготовки;
- выбор сварочных материалов следует проводить в зависимости от соединяемых металлов.
Если стоит задача хорошо проварить металлические изделия с шириной более 5 миллиметров, то следует выполнять работу в несколько подходов. Вначале необходимо создать сварное соединение по центру заготовки, а во второй и третий подход можно проварить детали сверху и снизу.
Сварочные работы рекомендуется выполнять на улице или в хорошо вентилируемом помещении.
Особенности сварки с проволокой
Особенности сварки с проволокой полуавтоматической аппаратурой заключаются в следующем:
- присадочный материал должен соответствовать химическому составу свариваемого изделия;
- проволока должна отвечать государственным стандартам и быть изготовлена из правильных компонентов;
- сроки и условия хранения присадочной проволоки должны четко соблюдаться.
Обзор особенностей работ с использованием присадочной проволоки следует начать со сварочных азов. Большинство металлов, свариваемых на или в домашних условиях – это сталь и марганец. Проволока для соединения таких изделий является наиболее востребованной.
Сварка черных металлов, как правило, производится при помощи таких видов присадочного материала:
- Проволока Св-08ГС для соединения низкоуглеродистых и легированных сталей.
- Проволока Св-08Г2с для сваривания высокоуглеродистой стали.
Нередко для сварки изделий из черного металла используется порошковая проволока. Такой присадочный материал позволяет проводить сварочные работы без дополнительной подачи газа в зону варки.
Самофлюсующаяся проволока – это трубка из низкоуглеродистой стали с сердечником из порошка. При плавлении металла освобождается порошок, формирующий газовую среду для защиты сварного шва. Как правило, в состав флюсующего порошка входит рутил и металлическая пыль.
Нержавеющая сталь сваривается проволокой марок Св.-06Х19Н9Т, Св.-04Х18Н9 или Св.-01Х19Н9. Данная присадочная проволока обеспечивает хорошие механические и физические свойства сварного шва.
Соединение алюминиевых деталей осуществляется при помощи проволоки СВ-АК5. Характерной особенностью данного присадочного материала служит уникальный цвет шва. Непосредственно перед соединением алюминиевых изделий следует выполнить подготовку.

Сварка полуавтоматом при помощи порошковой проволоки.
Подобная процедура делится на шаги:
- Создание скосов или фасок.
- Механическая очистка поверхностей.
- Промывка едкими веществами для замедления возникновения тугоплавкой оксидной пленки на поверхности алюминиевого изделия.
- Подготовка тефлонового канала для уменьшения трения присадочной проволоки о стенки полуавтоматического сварочного устройства.
Пошаговая инструкция по использованию углекислотой сварки для новичков включает следующие подпункты:
- уборка всех посторонних предметов с рабочего места;
- включение максимального освещения;
- подготовка материала и инструментов;
- проверка соединения кабелей и работоспособности удлинителей.
После выполнения вышеназванных пунктов следует переходить к подготовке аппарата электродуговой сварки.
Для этого нужно:
- раскрутить сварочный рукав;
- подключить газовый баллон;
- проверить сопло горелки;
- удобно разместить все соединяемые детали и надежно их закрепить;
- одеться в рабочую одежду сварщика;
- включить полуавтоматическую аппаратуру в сеть;
- поднести горелку к месту предполагаемого соединения.
По завершении сварочных работ с использованием проволоки следует:
- убрать пальцы с кнопок подачи проволоки;
- перекрыть подачу газа;
- выключить питание аппаратуры;
- дать шву остыть в течение нескольких минут;
- при обнаружении дефектов повторить сваривание.
Сварочный полуавтомат позволяет пользоваться всеми видами присадочной проволоки.
При выполнении работ важно не забывать о средствах защиты.

Полуавтомат сварочный с тиристорным управлением.
Наиболее полная экипировка сварщика состоит из:
- Защиты глаз.
Идеальной экипировкой для защиты зрения сварщика служит маска, защитные щитки и очки. - Защиты дыхательных органов.
Специальные фильтрующие маски помогут мастеру существенно сократить воздействие вредных испарений на внутренние органы. - Защиты от брызг.
Полная защита тела должна включать огнезащитную куртку и брюки. Можно использовать комбинезон.
Техника безопасности при выполнении сварочных работ предусматривает выполнение таких правил:
- Проведение работ с деревянных подмостей.
Запрещается использование металлических защитных масок и шлемов. - Обеспечение светового потока от источника с питанием 12 вольт.
- Обеспечение страховки сварщика при помощи бечевки, закрепленной на поясе.
Размер веревки должен быть не менее 2 метров. - Обеспечение рабочего места специальной вытяжкой, обеспечивающей удаление вредных испарений из рабочей зоны.
В случаях, когда невозможно обеспечить вытяжку, сварщик должен работать в шланговом противогазе или респираторе. - Запрещается дотрагиваться голыми руками до свариваемой заготовки.
- Запрещается проведение работ на открытой территории при атмосферных осадках.
Заключение
Каждый из современных специалистов хорошо знает, что такое сварочный полуавтомат. Развитие новых технологий позволило начинающим мастерам быстро усвоить как работать на сварочном инструменте.
Современные полуавтоматические устройства поставляются с исчерпывающими инструкциями, в которых указано как варить сваркой и какое расстояние при сварке следует соблюдать.
Благодаря простоте устройств, даже домашние мастера в совершенстве освоили как правильно варить сварочным аппаратом полуавтоматического типа и каким образом следует держать горелку.
Сварка полуавтоматом для начинающих: как работает, техника, теория
Прогрессивным методом соединения металлических изделий является сварка полуавтоматом. Этот способ облегчает работу, повышает производительность процесса, позволяет получить качественное соединение, уменьшает вероятность появления дефектов. Для его применения необходимо приобретение специального оборудования — полуавтомата.
Это не является особо затратным, но работа на сварочном полуавтомате для начинающих возможна только после овладения ими теоретических знаний. Для начала необходимо ознакомиться с принципом действия прибора, различными режимами, технологией процесса. Овладеть этим можно самостоятельно или под руководством более опытного наставника. Также имеются специальные курсы, на которых проводится теоретическое и практическое обучение.

Классификация полуавтоматов
Разделение полуавтоматических приборов для сварки осуществляется по различным признакам.
Тип прибора
Это в основном относится к корпусу прибора. Если все составные части находятся в одном корпусе, то это будет однокорпусной вид. В двухкорпусных моделях в одном блоке находится сварочная горелка, механизм подачи проволоки, пульт управления. Во втором блоке расположен источник тока, имеющий аппаратуру для регулирования пуска.
Вид проволоки
В полуавтомате могут применяться два вида проволоки: алюминиевая или стальная. Имеются универсальные приборы, обеспечивающие работу с любым из этих видов.
Защита шва
Происходит тремя способами: слоем флюса, в защитных газах, с помощью порошковой проволоки. Наиболее распространенным способом является использование защитных газов. Нюансом служит то, что порошковую проволоку можно также использовать в газовой среде.
Характер перемещения
Для серийного производства используются стационарные аппараты. В быту и для проведения выездных работ более удобными будут переносные полуавтоматы. Передвижные приборы перемещаются на шасси с колесами.
Подключение к электросети
Однофазные полуавтоматы, имеющие небольшую мощность, можно включать в обычную розетку. Трехфазные требуют наличия специальных разъемов.
Подача проволоки
При толкающем типе привод подталкивает проволоку в сварочную горелку. В конструкции с тянущим типом привод располагается в ручке горелки и вытягивает проволоку с катушки, на которую она намотана. К гибриду относится тянуще-толкающий вид.
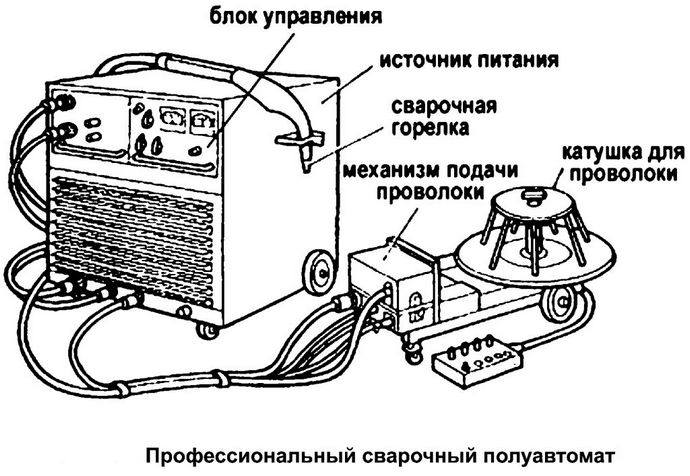
Устройство полуавтомата
Чтобы лучше понять, как сваривать полуавтоматом, необходимо изучить его устройство.

Основные составные части аппарата:
- Корпус.
- Источник питания.
- Блок управления.
- Горелка.
- Бобина с проволокой.
- Механизм подачи проволоки.
- Кабель, с помощью которого происходит подсоединение к «массе».
- Шланг, предназначенный для подачи газа.
- Инертный газ в емкости.
Можно приобрести дополнительные приспособления, например, защитный экран или стойку для рукава.
Источниками питания для полуавтоматических аппаратов, работающих, как правило, на постоянном токе, применяют инверторы или выпрямители. Предпочтительными являются инверторы, но стоимость их гораздо выше.
Сварочный рукав — это шланг, с помощью которого на место проведения работы подаются газ, проволока и жидкость для охлаждения. Один его конец подсоединен к аппарату, а второй — к газовой горелке. Внутри сварочного рукава по центру располагается узел, с помощью которого подается проволока. Охлаждающая жидкость имеется только в некоторых моделях. Чем длиннее шланг, тем больше возможность сварки в местах, доступ куда затруднен. Для подключения шланга используется унифицированный разъем по евро стандарту.

Большой штуцер в центре служит для выхода проволоки. Маленький рядом — для подачи газа. Два контакта вверху необходимы для того, чтобы переключать режимы. Внизу подключены провода, с помощью которых подается ток.
К шлангу подсоединена горелка, куда и выводятся все провода, а также трубки. Главные составляющие горелки — рукоятка и выходящая из нее направляющая трубка.

На рукоятке имеется переключатель режимов. На трубке закреплены рассеиватель газа, контактный наконечник, сопло. Контактный наконечник является сменной деталью, поскольку он бывает разным при каждом диаметре проволоки. Сопло зависит от размеров наконечника.
Проволока для сварки намотана на катушку, которая может иметь различные размеры. Устройство, подающее проволоку, включает в себя механизм с роликовой подачей. На роликах сделаны канавки для разных диаметров проволоки. Роль электродвигателя — осуществление вращения. Регулирование натяжения проволоки осуществляется вручную.

Ролики используются для порошковых проволок. Их может быть два или четыре. Вот, в основном, все, что нужно для полуавтоматической сварки.
Принцип работы
Теория сварки полуавтоматом заключается в следующем. Главная особенность состоит в том, что вместо электродов находит применение сварочная проволока, поступающая в зону сварки непрерывно.

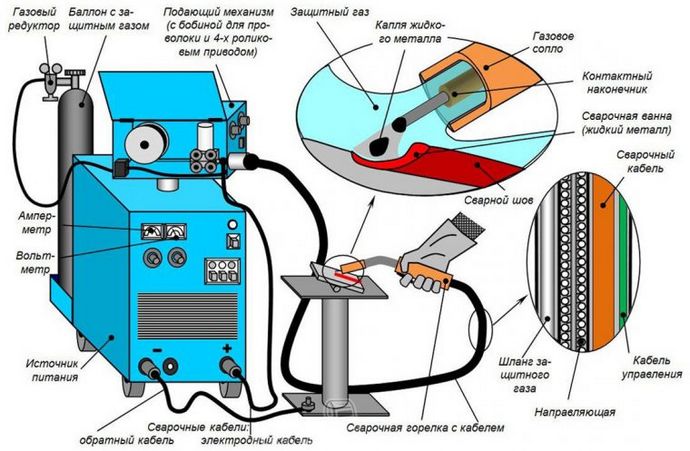
Сваривание полуавтоматами может осуществляться в углекислом газе (MAG) или в инертном (MIG). Технология сварки полуавтоматом с углекислотой и инертными газами предполагает установку величины расхода проволоки на аппарате. На выходе проволоке предстоит пройти через отверстие в контактном наконечнике. Между проволокой и свариваемой деталью возникает дуга, металл от действия высокой температуры начинает плавиться, что приводит к образованию сварочной ванны. Она начинает перемещаться вслед за горелкой. Сзади остается сварочный шов, который постепенно начинает остывать.
Для формирования облака газа, имеющего конкретную форму и плотность, служит сопло. Газ в него поступает через рассеиватель, который расположен на месте крепления контактного наконечника.
Понятно, как работает сварочный полуавтомат с газом. Однако, имеется вариант без его использования. В этом случае находит применение особая проволока, которая представляет собой тонкую трубочку с флюсом внутри.
Поскольку флюс обладает порошковой структурой, то и проволоку называют порошковой. При сварке флюс, сгорая, выделяет газ, создающий защитную среду. Для начинающих сварка полуавтоматом без газа является хорошим и более простым способом получить общие сведения об особенностях процесса. Для ответственных конструкций предпочтительной является сварка с газом.
Сварочная проволока
Вслед за широкой востребованностью полусварочных автоматов промышленность начала создавать различные виды проволок для них. Правильный ее выбор повышает производительность сварочного процесса, улучшает качество шва. Немаловажным аспектом является повышение безопасности. ГОСТ 2246 содержит требования к составу и качеству проволоки. Среди большого количества видов марок находят постоянное применение лишь некоторые из них. Остальные являются узкопрофильными.

Тип, диаметр и марка проволоки зависят от химического состава и толщины свариваемых металлов. Состав проволоки должен соответствовать аналогичной характеристике материала. Поэтому проволоки разделяют на три крупных вида: низкоуглеродистую, легированную и высоколегированную.
Вид марки обозначен на маркировке. Буквы и цифры указывают на состав и процентное соотношение входящих элементов. Проволока, в которой уменьшено содержание вредных веществ, таких, как сера и фосфор, в конце маркировки имеют букву «А». Две буквы «АА» свидетельствуют о металле высокой очистки.

Диаметры проволоки для сварки полуавтоматом находятся в диапазоне от 0,3 до 12 мм. Выбор диаметра зависит от толщины деталей. Так, например, если предстоит сварка деталей, имеющих толщину 3-5 мм, то диаметр проволоки должен быть не больше 2 мм. На выбор проволоки также оказывает влияние выбранная сила тока. Для экономии при процессе сварки ведут контроль расхода присадочного материала. На него оказывают влияние состав свариваемого металла, диаметр проволоки, ее качество.
Подготовка
Перед тем, как варить сварочным полуавтоматом, необходимо провести подготовительные работы. Они начинаются с регулировки сварочного полуавтомата. Для этого следует выбрать правильное значение силы тока, и выставить его на аппарате.

Затем регулируются скорость подачи проволоки и расход газа, который устанавливается с помощью вентиля на редукторе баллона. Оценить правильность настроек можно на небольшом куске металла. При грамотной настройке должен получиться плотный ровный шов.
После этого выставляют оптимальное значение расхода газа. Если оно будет недостаточным, в сварочном шве появятся поры. Границы верхнего значения не существует, но при неоправданно большом газ будет уходить в атмосферу бесполезно, что увеличит расходы. При недостаточно качественном шве следует произвести перенастройку.
Затем надо проверить, достаточное ли количество газа для создания рабочего давления находится в баллоне. Рабочее — давление, позволяющее осуществлять надежную защиту ванны в зоне проведения работ. Потом надо определиться с полярностью.

После выбора полярности необходимо подключиться к соответствующей клемме. Прямую полярность обеспечит подключение сварочного кабеля к положительной клемме. Обратную полярность используют для проведения очень точных работ.
Технология процесса
Особенности сварки полуавтоматом заключаются в том, что вместо электродов применяется проволока и процесс происходит под защитой газа. Техника сварки полуавтоматом заключается в поддержании постоянной температуры. При недостаточном нагреве не осуществится нормальное расплавление кромок и не произойдет хорошего перемешивания их с присадочным материалом. При чрезмерно большом повышении температуры начнется кипение металла и его испарение.
Приемы сварки полуавтоматом бывают двух видов. Первый заключается в том, что от начала до конца делается непрерывный шов. При втором методе применяется точечная сварка. Сварочные точки располагают через одинаковые промежутки.
Технология сваривания имеет особенности в зависимости от толщины металлических деталей, видов соединений и их расположения в пространстве. Тонкие детали легче сваривать полуавтоматом, если они расположены в вертикальной плоскости. Если толщина металлических деталей не превышает 4 мм, то можно не проводить разделку кромок. Толстые детали лучше сваривать в среде гелия или аргона. При этом необходимо следить, чтобы не происходило отклонение оси горелки от вертикали.
При сварке полуавтоматическим прибором угловых и тавровых соединений детали следует устанавливать «в лодочку». Тонкие нахлесточные соединения выполняют за один проход, используя медную или стальную подкладку. Детали, толщина которых превышает 1,5 мм, можно сваривать на весу, осуществляя несколько проходов.
Правила сварки полуавтоматом:
- Сварку следует осуществлять таким образом, чтобы сварочная ванна была видна исполнителю. Это возможно, когда проволоку держат прямо или под маленьким углом.
- Зазор между свариваемыми элементами при их толщине 1 см должен быть не менее 1 мм. Затем его рассчитывают, исходя из формулы — 10% от их толщины. Во время всего процесса сварки зазор должен быть постоянным.
- Если применяется подкладка, то ее помещают снизу на свариваемые детали, обеспечивая плотность.
- Необходимо контролировать значение тока и величину дуги. Это уменьшит разбрызгивание раскаленного металла.
- Тонкую проволоку следует вести вдоль шва. При большом диаметре желательно совершать колебательные движения, которые способствуют разогреву кромок.
Настройка зависит от конкретной модели оборудования. Перед началом работы следует внимательно ознакомиться с инструкцией по эксплуатации.
Сварка в общем и сварка полуавтоматом в частности является сложным искусством, требующим терпения. Не следует сразу стремиться поставить рекорд. Техника сварки полуавтоматом для начинающих заключается в том, чтобы потренироваться вначале на простых деталях.
Преимущества
К достоинствам полуавтоматической сварки относятся:
- легкость применения;
- высокая производительность;
- возможность сваривания во всех пространственных положениях;
- деформации шва являются минимальными;
- возможность сварки тонких соединений;
- небольшая чувствительность по отношению к загрязнениям и ржавчине;
- цинковые покрытия не повреждаются при сварке с медной проволокой;
- получение шва высокого качества.
Недостатком является улетучивание газовой защиты на сквозняке. Относительная легкость управления процессом делает возможной сварку полуавтоматом для начинающих.
Отличие от автоматической сварки
Автоматическая и полуавтоматическая сварка имеют много общего и сильно отличаются от ручного способа. Основное, чем отличается автоматическая сварка от полуавтоматической, — это то, что полуавтомат осуществляет механическую подачу проволоки, выполняющей роль электрода, на место проведения работы, но затем ее перемещают вручную. Это позволяет правильно формировать шов и следить за его качеством.
Автоматическую сварку целесообразно применять при массовом или крупносерийном производстве. На форумах по сварке иногда задают вопрос: как варить полуавтоматом электродами. Опытные сварщики отвечают, что для этого придется кардинально переделать аппарат, но и это не дает гарантии получения качественного шва.
Обучение
Обучение на полуавтоматическую сварку можно пройти на специальных курсах. Программа включает в себя теоретические и практические занятия. Можно выбрать индивидуальное обучение по удобному для ученика расписанию и также узнать все о сварке полуавтоматом. После окончания необходимо сдать экзамен и доказать, что все знания усвоены.
Выдается удостоверение установленного образца, в котором перечисляются прослушанные предметы, практические занятия и указывается, что присвоено звание «Электрогазосварщик». Возможно получение диплома международного образца, что дает возможность применить полученные знания в других странах.
Обучение сварки полуавтоматом дает представление о видах аппаратов полуавтоматов, выборе режима сварки и диаметра проволоки, технологии процесса сварки. Прослушанные уроки по теории «сварочные полуавтоматы» позволят разбираться в обозначениях используемых материалов и маркировки проволоки. Основы сварки полуавтоматом включают в себя сведения об устройстве приборов полуавтоматов, принципе их работы, обеспечении безопасности сварщика, проведении подготовительных работ, выборе режимов сварки.
На курсах можно не только узнать все для сварки полуавтоматом, но и применить полученные знания на практике. Они проводятся под руководством наставника, который укажет на ошибки и разъяснит методы их устранения. Групповые занятия имеют то преимущество, что на них можно услышать вопросы других учеников и узнать правильные ответы. На практических занятиях следует прислушиваться к разбору всех ситуаций, из которых можно узнать много полезного.
Уроки сварки полуавтоматом проводят профессионалы, обладающие большим опытом. Приобретенная профессия является востребованной и высокооплачиваемой. На курсы могут также записаться уже имеющие профессию сварщика, но желающие повысить свою квалификацию. Разобраться, что такое сварка на полуавтомате поможет обучение на специализированом курсе. Полученные знания помогут с легкостью читать чертежи и разбираться в технологических материалах.
Интересное видео
азы техники, виды и способы, особенности и правила
Сварочный полуавтоматический агрегат качественно и быстро соединит различные типы металла. Он позволяет работать с листами различной толщины, поэтому используется всеми ремонтными мастерскими и промышленным производством.
Сравнивая полуавтомат с ручным методом, следуя отметить повышенное КПД по отношению ко второму способу. Это также сказывается и уменьшением материальных затрат.
Начинающим сварщикам необходимо вначале изучить теоретический курс, а уж затем перейти к практическим действиям. Это обусловливается тем, что без полученных знаний трудно приступить к операциям сваривания.
Содержание статьиПоказать
Виды полуавтомата

Сварочный аппарат подобного типа представляется механическим устройством, где установлена бобина со сварочной проволокой, которая выполняет функцию плавящегося электрода.
Последний подается в зону сварки автоматически. Сила рабочего тока, скорость поступления в зону сварки электрода, сварщиком выбирается самостоятельно. Условия зависят от вида соединяемого металла, скорости продвижения горелки.
Полуавтоматические агрегаты насчитывают несколько видов, однако их можно несколько упорядочить, что поможет облегчить классификацию. Основная из них выражается способом защиты металла при выполнении операции:
- под флюсом, который расположен в середине рабочего прутка, что походит на обмазку электропроводящего стержня — электрода;
- в среде регулируемой газовой среды, активной либо инертной.
Полуавтоматический процесс происходит вследствие образования электрического разряда, который преобразуется в тепловую энергию и плавит основной сварочный элемент — электрод.
Агрегат с регулируемой атмосферой может соединять цветной или легированный материал, где газовой средой служит углекислота. Модуль может быть как однофазным, так и трехфазным.
Первый работает от простой бытовой розетки с напряжением 220 вольт, однако сеть должна соответствовать мощности генератора.
В противном случае нельзя гарантировать формирование качественного сварного валика. Трехфазный агрегат показывает лучшие результаты по сравнению с однофазным, но его можно подключать только в определенных местах, любая пара фазных проводов должна иметь 380 V.
Полуавтоматические модули несколько отличаются друг от друга, но имеют общую комплектацию, выраженную следующими элементами:
- Газовый баллон с регулируемой защитной атмосферой.
- Трубка подачи газа к рабочей зоне.
- Бобина с присадочной проволокой.
- Подающий присадку механизм — тянущий, толчковый либо комбинированный. Последний оснащается двумя механизмами.
- Газовая горелка подает защитную атмосферу к сварочной ванне, обеспечивая металлу защиту от проникновения кислорода из внешней среды.
- Источник питания — инвертор либо трансформатор, в зависимости от мощности предполагаемого процесса.
- Блок управления, регулирующий силу электрического разряда и скорость доставки присадочной нити.
- Газовая аппаратура модуля.
- Кабели цепи управления.
Технология операции зависит от нескольких условий ее проведения — вида рабочего металла, длины валика, использование либо отсутствие газового баллона. Выполняются швы несколькими предусмотренными способами:
- Стыковой предусматривает плотное сочленение двух элементов между собой сварочным валиком. Применяется во время ремонта автомобильной и другой техники.
- Нахлесточный исполняется точечным способом, когда один рабочий элемент налаживается на другой.
Часто подобный метод образует сплошной неразрывный валик.
Техника сварки
Процесс насчитывает несколько вариантов соединения — с использованием защитной атмосферы и без нее, флюса.
В газовой смеси

При сварке полуавтоматическим модулем практикуется несколько типов газовой смеси. Обычно ими выступают диоксид углерода и гелий. Углекислота более дешевая регулируемая среда, поэтому гелий используется только при выполнении особо ответственных работ.
Защитная среда помогает снизить окислительные процессы рабочего металла, повышает прочность сварочного валика. Однако использование смеси предполагает предварительную подготовку соединяемой конструкции.
Она заключается в доскональной зачистке торцов или поверхности от пыли, грязи, следов масел и краски, ржавчины. Очищаются детали наждачной бумагой либо проволочной щеткой.
Технология сваривания выражена несколькими категориями:
- непрерывным свариванием, когда инструмент держака направляется от начала шва к его концу;
- точечная представляет собой соединение точками, в отличие от сплошной дорожки;
- операция коротким замыканием используется при соединении тонких листов металла, которая обусловливается подачей импульсов, вызывающих повышенную теплоту, за счет которой плавится материал.
Полуавтоматические операции часто производятся с окисью углерода и подачей переменного тока, однако это предполагает настройку агрегата. Последний отлаживается под тип свариваемой детали, ее толщину пластин.
Режим сварки также влияет на количественный показатель расхода газовой смеси поступающей из баллона. Скорость подачи сварочной нити в большинстве работ остается практически равномерной — 40 мм в секунду.
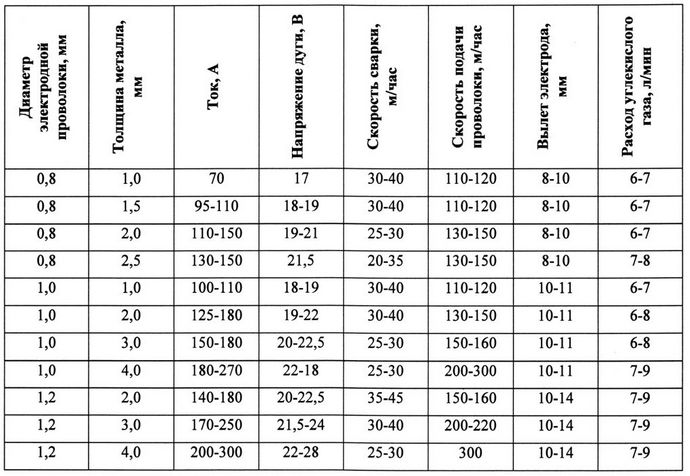
Для более точной настройки модуля необходимо обратиться к расчетным таблицам, указывающим режимы, нормированные данные для отдельного вида металла.
Перед соединением элементов нужно включить подачу смеси, а потом возбудить электрический разряд. Действие сопровождается прикосновением сварочной нити к рабочей детали. Клавиша Пуск активизирует автоматическую подачу присадочной проволоки.
Последнюю следует удерживать и вести ровно, однако, соблюдая некоторый интервал для визуального обзора сварочной ванны.
Зазор необходимо выдерживать в пределе 1 мм, но при толщине листов более 10 мм, первый обусловливается 10% от обрабатываемой толщины.
Горизонтально расположенные конструкции соединяют на металлической подложке — армированном полимерном покрытии, которая плотно прижимается к рабочим деталям.
Это позволит получить качественно проваренный шов за счет кристаллизации металла сварочной ванны, на что положительно влияет структура подложки.
Сварка алюминия

Полуавтоматической сваркой можно соединять многие виды черных и цветных металлов, например, алюминий. Операция потребует соблюдения некоторых условностей.
Поверхность этого цветного металла защищена слоем оксида, который плавиться при температуре 2030° C, притом, что сам алюминий при 660 и имеет высокую коррозийную стойкость.
Из-за быстрого расплава алюминия и его текучести так же применяется на полуавтомате армированная полимерная подложка.
Сварочная операция проводится плавящимися электропроводными стержнями при постоянном токе, схеме цепи с обратной полярностью — конструкция крепится к отрицательному полюсу, горелка — положительному.
Метод позволяет улучшить расплавление заготовки, быстрее разрушить верхний защитный слой. Удалить последний также можно при помощи полосы наждачной бумаги.
Проволокой

Работа со сварочной нитью выделяется тем, что можно проводить операции, как в регулируемой защитной среде, так и без нее. Наиболее распространенной методикой на промышленных предприятиях является соединение деталей с использованием флюса.
Последний находится в полой сварочной проволоке. При ее расплавлении от высокой температуры, флюс выделяет защитное газовое облако, ограничивающее проникновение кислорода в сварочную ванну, предупреждая ее окисление.
Этот способ не требует дополнительной подачи углекислоты из баллона.
Порошковая проволока позволяет варить модулем даже на улице, где от сквозняков уберечься часто бывает трудно. Газовая сварка в подобных условиях не сформирует качественный валик из-за порывов ветра, который нарушает поток выходящей газовой струи.
Дополнительным плюсом полуавтомата представляется соединение деталей без газа практически в любой окружающей среде.
Однако метод использования защитной газовой проволоки не пригоден для соединения тонких металлических листов, конструкционной нелегированной среднеуглеродистой стали. Несоблюдение правила повлечет образование горячих трещин.
Для повышения температуры сварочного электрического разряда следует использовать обратную полярность — как при сварке алюминия.
Правила работы
Условия проведения операций сопровождаются соблюдением не только норм и стандартов работы, но и техники безопасности. Огонь, газовые баллоны относятся к факторам повышенной опасности.
Сварщик должен надеть форму и маску с защитным стеклом, иначе можно получить ультрафиолетовый ожог глаз.
Перед началом работы на полуавтомате, следует сварить черновые детали либо сформировать шов на незаметном глазу участке. Это позволит проверить правильность настроек модуля.
Положительные и отрицательные аспекты полуавтомата
Положительными качествами полуавтомата считаются следующие факторы:
- возможность формирования неразъемные соединения из цинковых листов, без повреждения покрытия, используя при этом медную проволоку;
- варить не только конструкционную сталь, но и чугун, цветной металл;
- незначительная чувствительность к коррозии рабочей детали, загрязнениям;
- работа с листами толщиной до 0,5 мм.
По окончании операции можно визуально определить качество шва, который не перекрывается шлаком.
Основным негативным фактором считается сильное разбрызгивание металла рабочей детали при ее обработке без защитной газовой среды.
Сварка полуавтоматом для начинающих: видео уроки
Для сварки металлов может применяться лазерный луч, пламя горелки или плазма, но одним из самых простых и компактных вариантов устройств для выполнения такого вида работ является полуавтоматический аппарат.
Чтобы шов металла получился максимально ровным и защищённым от окисления, сваривание металлов таким способом лучше всего осуществлять с использованием защитного газа.
Сварка полуавтоматом для начинающих сложна только в первые минуты освоения. Чтобы максимально ускорить процесс обучения следует заранее изучить основные правила обращения с таким устройством.
Сварочный полуавтомат: принцип работы
Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
- механизма подачи проволоки.
Также для сварки полуавтоматом потребуется приобрести бобину со специальной сварочной проволокой и баллон с углекислым газом.
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.

Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Как только основные принципы работы с полуавтоматом будут усвоены можно приступать к практическим работам.
Сварка полуавтоматом: первый опыт
Для получения практического опыта рекомендуется вначале потренироваться на ненужных металлических обрезках, прежде чем приступать к выполнению сложных работ требующих от сварщика высокой квалификации.
Для практической работы необходимо подготовить:
- сварочный аппарат;
- перчатки;
- защитную маску;
- баллон с газом.
Первое что необходимо сделать, это настроить сварочный аппарат. Правильно отрегулированная сила подаваемого тока позволит выполнить сварочный шов идеально ровно и без обрывов.

Этот параметр напрямую зависит от толщины свариваемого металла, поэтому прежде чем приступить к работе необходимо ознакомиться с инструкцией к электрическому прибору. В которой должна быть указана рекомендуемая заводом-изготовителем сила тока для определённой толщины свариваемых деталей.
Выбор режимов сварки
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.

Оптимальный диаметр проволоки для сваривания равен 0,8 мм, но при работе с очень тонким металлом можно установить электрод 0,6 мм, чтобы при сниженной силе тока осуществлялось расплавление металла без затухания дуги.
Если есть возможность, то лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но и стоимость таких изделий будет в несколько раз выше.
Несмотря на более высокую стоимость, такой электрод более подходит новичкам, по причине более лёгкого получения желаемого результата, даже при недостаточном опыте обращения с электросварочным аппаратом.
Видео-инструкция: настройка.
Баллон с редуктором
Для того чтобы защитить место сварки от воздействия кислорода, подаётся защитный газ. Самым дешёвым вариантом использования защитного газа является приобретение углекислотного баллона с редуктором.
Редуктор с манометром обязательно должны быть установлен для контроля давления подаваемого газа. Для осуществления качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосфер.

Защитная маска
Для предохранения зрения варить полуавтоматом следует только с использованием защитной маски, например, Хамелеон. Современные изделия имеют в своей конструкции специальную регулировку, которая позволяет настроить защитный механизм таким образом, чтобы обеспечивалась качественная защита только во время горения дуги.
При затухании процесса плазменного горения окошко маски будет достаточно прозрачным, чтобы можно было продолжать работу без снятия защитного приспособления. Такие сварочные маски особенно будут удобны начинающим сварщикам, в устаревших моделях слишком сильно затенялось защитное стекло, что делало процесс сварки очень неудобным, по причине плохой видимости сварочного шва после затухания дуги.

Технология сварки
Когда все подготовительные работы будут осуществлены, необходимо подключить «массу» к свариваемой металлу. Если работать приходится с небольшими деталями, то сваривание производится на металлическом столе, к которому и подключается соответствующий проводник.
Если нет стола, то работу можно осуществить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому и осуществляется подсоединение «массы» сварочного аппарата.
Перед началом сварочного процесса необходимо также отрегулировать величину выступания сварочной проволоки из сопла. Рекомендуется установить такой выступ в размере не более 5 мм. Если проволока перед началом выполнения сварочных работ выступает более значительно её необходимо укоротить с помощью кусачек.

Прежде чем выполнить сплошной сварочный шов рекомендуется максимально близко расположить свариваемые детали и не менее чем в двух местах осуществить точечное сваривание чиркнув электродом по металлу в месте соединения. Это необходимо для того чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо наварить один лист металла на другой, то в этом случае можно воспользоваться струбцинами для надёжного закрепления привариваемых деталей. После того как будет обеспечена неподвижность деталей любым из перечисленных способов, можно приступать к выполнению сварочного шва.
Для сварки деталей делается запал дуги и производится расплавление металла в месте соединения металлов с формированием шва. Если при первых попытках сварить детали дуга не будет стабильно зажигаться необходимо увеличить силу тока подаваемую сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время коснуться проволокой металлических деталей, к которым подключена «масса». Затем оторвать проволоку на минимально возможное расстояние для образования стабильного горения электрической дуги. Таким образом проваривается шов от одного края к другому, постепенно перемещая дугу над поверхностью свариваемых деталей.
Видео: соединение тонкого метала.
Видео: сварка толстого металла для начинающих.
Сварка алюминия
Применение защитных газов в полуавтоматической сварке позволяет выполнять качественное соединение алюминиевых деталей таким способом. Сварка алюминия является довольно сложным процессом даже для опытного специалиста, тем более непросто будет выполнить такую работу начинающим сварщикам.

Как варить полуавтоматом алюминиевые детали:
- зачищается поверхность свариваемых деталей от оксидной плёнки;
- нагреваются заготовки в печи или с использованием газовой горелки;
- включается сварочный аппарат в режим переменного тока высокой частоты;
- подключается баллон с аргоном или аргоногелиевой смесью;
- производится запал дуги и поддерживается её длина в диапазоне 12-15 мм.
Таким образом происходит сваривание деталей из этого легкоплавкого металла. В качестве присадочной проволоки, для выполнения работы, потребуется приобрести изделия из алюминия. А для обеспечения стабильной подачи проволоки аппарат должен быть оборудован соплом большего диаметра.
Видео:
Заключение
Как правильно варить полуавтоматом с углекислотой начинающим сварщикам вы узнали из данной статьи. Для закрепления полученных сведений рекомендуется сразу же приступить к практическим занятиям и осуществить пробное соединение деталей таким методом. Видео уроки позволят быстрее освоить полуавтомат в домашних условиях.
К свариванию алюминия и других цветных металлов рекомендуется приступать только после того, как хорошо будет освоена сварка чёрных металлов. В этой статье рассказывается, как варить нержавейку полуавтоматом.
 Загрузка…
Загрузка…Техника сварки полуавтоматом и инвертором
Для получения неразъемного соединения однородных (металлы) или разных по качеству (керамика, металл) деталей применяют сварку. За счет плавления материалов удается получить устойчивый к нагрузкам, недеформируемый и прочный рабочий шов между элементами. В бытовых условиях безопаснее и надежнее для начинающих применять электродуговую сварку, используя специальный сварочный аппарат (инвертор, полуавтомат). Задача оператора не просто соединить два элемента, а создать красивый, прочный, надежный и неразъемный рабочий шов. А для этого должна быть изучена техника сварки полуавтоматом и инвертором различных по толщине материалов.

Расходным материалом при работе с первым видом оборудования будет проволока (тонкостенные детали), со вторым — электроды (сваривание толстых деталей). Нужно освоить:
- Принципы подбора расходных материалов: диаметр, длина.
- Способы поджига дуги.
- Виды сварных швов, их назначение и характеристики.
- Работу с дугой.
Наглядно с процессом дуговой сварки поможет ознакомиться видео.
Определение характеристик электрической дуги

Одно из основных условий получения качественного и надежного рабочего шва — корректный подбор длины дуги и диаметра расходного элемента. Поэтому для начинающих сварщиков важно запомнить следующее правило: габариты дуги должны быть равны 0,5-1,1 от параметров электрода (2.5, 3.25, 4, 5 мм) или проволоки (до 2-2,25 мм). Правила техники сварки полуавтоматом и инвертором гласят, что оператор обязательно должен поддерживать в ходе процесса заданную (корректную) длину электросварочной дуги. Если отступить от правила, то последствия будут следующими:
- окисление оплавленного металла — длинная дуга;
- прерывание дуги — короткая;
- деформация рабочего шва — длинная;
- припай расходного элемента к деталям — короткая дуга;
- азотирование оплавленного материала — длинная;
- повышенная пористость структуры рабочего шва — длинная;
- разбрызгивание оплавленного материала — длинная.
Если сваривать детали, не поддерживая постоянной величину дуги, то процесс дуговой сварки нарушается: неустойчивое, неравномерное горение, некорректная глубина провара, пожароопасность процедуры и т.д. Рабочий шов будет иметь неправильную форму и однородную структуру, размеры. Чтобы облегчить процесс, для начинающих производители расходных материалов (только при работе с электродами большого диаметра) в паспорте указывают желательную величину дуги.
Возбуждение дуги: правила и способы поджига
Если ранее оператором не рассматривалась техника электродуговой сварки с помощью инвертора или полуавтомата, тогда процесс лучше начинать изучать с самых азов — с поджига или возбуждения дуги. Сложности связаны с прикипанием основания стержней к поверхности соединяемых материалов. Поэтому новичкам нужно запомнить главное правило сварки инвертором: при поджиге прикосновение электрода к деталям должно быть кратковременным. Чтобы возбудить дугу используют один из методов поджига:
- слегка (секундная задержка) прикоснуться стержнем к поверхности детали и быстро разделить объекты. Надо отвести электрод на расстояние не менее 4 мм.
- боковое протягивание стержня по поверхности детали и отвод электрода. Расстояние разделения объектов — 4-4,5 мм.
Если секундная задержка не удалась, стержень обязательно прикипит к детали. Отрывать его нужно, применяя вращение. Поворачивая расходный элемент в сторону, резким движением срывают его. На видео показано, как правильно выполнить возбуждение сварочной электрической дуги.
Положение стержня при оформлении различных видов швов
Соединения принято делить на стыковочные, потолочные, угловые, горизонтальные, нахлестные, вертикальные, тавровые и прочие. Характеристики пространства между деталями определяют количество проходов, за которые удастся положить ровный и качественный шов. Меленькие и короткие соединения выполняют одним проходов, длинные — несколькими. Накладывать шов можно непрерывно либо точечно.
Выбранная техника сварки определит прочность, устойчивость к нагрузкам и надежность места соединения деталей. Но прежде чем выбрать схему работы, необходимо определиться с положением стержня. Его определяют:
- пространственное положение места соединения;
- толщина свариваемого металла;
- марка металла;
- диаметр расходного элемента;
- характеристики покрытия электрода.
Корректный выбор положение стержня определяет прочность и внешние данные места соединения, а техника сварки швов в различных положениях будет следующей:
- «От себя», или «вперед углом». Стержень при работе наклонен на 30-600. Инструмент продвигается вперед. Такую технологию применяют при соединении вертикальных, потолочных и горизонтальных стыков. Также применяется эта техника для сварки труб — электросваркой удобно соединять неповоротные стыки.
- Под прямым углом. Способ подходит для сваривания труднодоступных стыков, хотя его считают универсальным (можно сваривать места с любым пространственным расположением). Положение стержня под 900 усложняет процесс.
- «На себя», или «назад углом». Стержень при работе наклонен на 30-600. Инструмент продвигается по направлению к оператору. Эта техника сварки электродом подходит для угловых, коротких, стыковых мест соединения.
Правильно подобранное положение инструмента гарантирует и удобство выполнения запайки стыка, и позволяет следить за корректным проплавлением материала. Последний факт обеспечивает качественное формирование и прочность рабочего соединения. Правильная техника сварки инвертором — проплавление материалов на незначительную глубину, отсутствие брызг, равномерный захват кромок стыка, равномерное распределение расплава. Каким должен получиться соединительный сварочный шов можно увидеть видео для начинающих сварщиков.
Особенности перемещения дуги при выполнении дуговой сварки
Корректное движение сварной электрической дугой обеспечивает качество и надежность соединительного шва. Описываемая техника дуговой сварки предполагает перемещение дуги в следующих направлениях:
- Поступательном — вдоль оси расходного элемента. Служить для поддержания заданной длины дуги. Правило: продвижение электрода должно согласовываться с укорочением стержня.
- Продольном — вдоль оси рабочего шва. Используется для формирования сварочного ниточного валика. Толщина его напрямую будет зависеть от скорости движение стержня и его габаритов (валик толще на 3 мм диаметра расходного элемента). Валик образует первичную спайку.
- Поперечном — поперек соединительного шва. Концом стержень совершают колебательные движения. Характеристики соединяемых материалов, расположение стыка и его размер, требования к рабочему шву и другие параметры определяют размах поперечных движений. Движения завершают формирование сварочного соединения. Его ширина будет колебаться в пределах 1,5-5 диаметров используемого стержня.
Чтобы стала понятной эта техника сварки инвертором для начинающих, уточним: все три движения стержнем постепенно накладываются друг на друга, формируя прочное и неразъемное соединение материалов. Поступательно-колебательные движения концом стержня могут иметь различную фигурную траекторию (классических вариантов 11). Каждый из них подходит (удобен) для определенного вида шва. Но вариант фигурного перемещения стрежня подбирают не только по пространственному положению стыка, но и по прочностным характеристикам будущего шва. Для начинающих сварщиков важно запомнить, что перемещение электрической дуги должно быть таким, чтобы края привариваемых объектов расплавлялись с образованием достаточного объема наплавленного металла. Чрезмерный оплав — неаккуратный стык, недостаточный — слабый шов.
При работе с длинными или сложными стыковочными объектами придется выполнять замену стержня. Процедура следующая:
- процесс прервать;
- сменить расходный элемент;
- сбить шлак с остывшего шва;
- возбудить электрическую дугу — поджиг делают на расстоянии 12-13 мм от воронки, которая появилась в конце шва;
- подвести стержень к воронке;
- сформировать сплав из нового и старого стержня;
- завершить перемещение расходного элемента.
Перемещения дуги, которые использует техника сварки инвертором, на видео для начинающих проиллюстрированы детально.
Коротко о схемах сварки и видах соединительных швов
Схема заполнения места соединения деталей будет определять эксплуатационные и прочностные характеристики сварного шва. Поэтому любая техника сварки, в частности дуговой сварки, классифицирует последние по длине и сложности. Различают:
- Короткие стыки (до 300 мм). Заваривание выполняют в один проход — от начала до конца.
- Стыки средней длины (от 300 до 1000 мм). Процесс начинают от середины стыка и ведут к краям. Может использоваться и обратноступенчатый метод — место соединение условно разбивается на несколько равных промежутков, каждый из которых заваривается последовательно в одном направлении.
- Длинные стыки (свыше 1000 мм). Заваривание шва проводится обратноступенчатым методом (самые короткие), каскадом, горкой, блоками (способы вразброс).
На видео продемонстрировано корректное сваривание стыков несколькими видами швов. После его формирования, важно правильно заварить кратер. Нельзя резко обрывать конец шва. Нужно постепенно удлинять дугу, завершив движения стержнем. Процесс сварки заканчивает с ее обрывом. Закрепить теоретический материал поможет видео.
Поделись с друзьями
0
0
0
0
технология, правильная настройка и инструкция для начинающих
 Сваривание деталей поистине можно назвать искусством, а сварщики, которые посвятили себя этой профессии, очень ценятся как в домашнем сваривании, так и в промышленности. Людей, умеющих зажечь сварочную дугу, много, но профессионалов, способных положить качественный шов и при этом выдержать технологию, нужно поискать. А ещё тяжелее найти специалиста, умеющего варить полуавтоматом: только такой сваркой можно добиться максимально качественного результата.
Сваривание деталей поистине можно назвать искусством, а сварщики, которые посвятили себя этой профессии, очень ценятся как в домашнем сваривании, так и в промышленности. Людей, умеющих зажечь сварочную дугу, много, но профессионалов, способных положить качественный шов и при этом выдержать технологию, нужно поискать. А ещё тяжелее найти специалиста, умеющего варить полуавтоматом: только такой сваркой можно добиться максимально качественного результата.
Таким аппаратом возможно сварить любые металлы с разной толщиной. Поэтому чаще всего полуавтоматическую и автоматическую сварки можно встретить в промышленности. Если сравнивать этот тип сваривания с обычной электродуговой сваркой, то коэффициент полезного действия автоматов намного выше. Сварка полуавтоматом для начинающих включает в себя изучение теоретического и практического аспектов, а они очень тесно связаны друг с другом.
Полуавтоматическая сварка и её разновидности
 Прежде чем варить полуавтоматом, нужно детально изучить его устройство и возможности. Само устройство выполнено в виде механического прибора, где расположена проволока, которая выполняет функцию электрода, а также имеется механизм для её подачи в автоматическом режиме.
Прежде чем варить полуавтоматом, нужно детально изучить его устройство и возможности. Само устройство выполнено в виде механического прибора, где расположена проволока, которая выполняет функцию электрода, а также имеется механизм для её подачи в автоматическом режиме.
Скорость выдвижения проволоки и силу тока возможно отрегулировать на корпусе аппарата, всё зависит от температуры плавки того или иного металла, а также скорости перемещения горелки по свариваемой поверхности. На рынке представлено множество аппаратов подобного типа, но сам процесс можно разделить на две разновидности. Оба типа объединяет одно свойство — это способность защиты металла во время сварочного процесса:
- Сварка под флюсовым слоем. Флюс — это вещество в виде порошка, которое находится в стержне электрода. Его химические свойства позволяют защитить процесс от окисления.
- Сварочный процесс, в котором сваривание происходит под защитой инертных газов.
Если различать автоматы по потреблению тока, то они бывают как одно-, так и трёхфазные. Первые способны работать от обычной розетки с сетью в 220 В, но иногда аппарату не хватает мощности из-за частых перепадов электроэнергии, что может привести к нестабильной дуге и понизить качество шва. Трехфазный агрегат отличается более стабильной работой и высокими показателями качества, но может возникнуть проблема с его подключением. Несмотря на то, что эти аппараты имеют различие, но их комплектация одинаковая:
- Энергоисточник.
- Механизм подачи электрода (проволоки).
- Держатель.
- Кабель с клипсой.
- Блок управления.
- Газовый баллон.
- Шланг для подачи газа.
Технология сварки
Рассмотрим подробно варианты сваривания при помощи полуавтомата. Процесс соединения металлов автоматом бывает двух видов — сварка внутри защитного газа, а также с помощью проволоки с порошком (флюса).
Процесс сваривания в середине защитного газа
 Для полуавтомата применяется несколько разновидностей газа, но чаще используют углекислоту, гелий или аргон. Углекислота и гелий имеют небольшой расход, и к тому же являются самыми доступными для приобретения. Основное предназначение газа — защита свариваемого металла от окисления, что влияет на прочностные качества шва. В случае использования углекислого газа поверхности, которые будут соединяться швом, необходимо тщательно зачистить от ржавчины, пыли и краски. Рекомендуется использовать для этого щётку по металлу в сочетании с наждачной бумагой.
Для полуавтомата применяется несколько разновидностей газа, но чаще используют углекислоту, гелий или аргон. Углекислота и гелий имеют небольшой расход, и к тому же являются самыми доступными для приобретения. Основное предназначение газа — защита свариваемого металла от окисления, что влияет на прочностные качества шва. В случае использования углекислого газа поверхности, которые будут соединяться швом, необходимо тщательно зачистить от ржавчины, пыли и краски. Рекомендуется использовать для этого щётку по металлу в сочетании с наждачной бумагой.
Три вида сваривания полуавтоматом:
- Без отрыва от тела металла. Шов непрерывным слоем наносится от начала до намеченного конца.
- Точечная сварка. Детали соединяются сварочными точками, через заданные промежутки, по всей длине свариваемой поверхности.
- Сварка коротким замыканием. В основном такой тип сваривания автоматический, а применяют его к тонкому листовому металлу. Процесс происходит от электрических импульсов, которые генерирует аппарат. Замыкание плавит металл и превращает его в каплю, которая соединяет детали между собой.
Полуавтоматная сварка с применением углекислоты чаще всего проходит в режиме переменного тока. Приступая к работе, необходимо произвести настройку полуавтомата для сварки. Параметры регулируются в зависимости от типа металла. От текущих настроек аппарата зависит расход применяемого газа. В отличие от углекислоты, проволоки уходит неизменно — средний расход 4 см в секунду. С точными настройками и расходом материала можно ознакомиться в паспорте аппарата, где по ГОСТу указаны нормы для каждой из разновидностей металла.
Оборудование настроено и готово к работе, детали зачищены, теперь можно приступать непосредственно к сварочному процессу. Первое, что необходимо сделать — открутить вентиль подачи газа, лишь после этого зажигать дугу. Коснитесь проволокой металла и запустите процесс. Проволока автоматически подаётся при каждом нажатии на кнопку «Пуск». От чего зависит качество провара? Важно проволоку держать перпендикулярно к заготовке, но при этом не закрывать обзорность заливаемой ванночки-шва.
Необходимо выдержать нужный зазор между деталями, которые подвергаются свариванию. По технологии это выглядит следующим образом: при толщине детали до 10 мм зазор не должен превышать миллиметр, но если свариваемые тела толще одного сантиметра, то зазор будет составлять 10% от их толщины. Хорошо сваривать детали в лежачем положении и на прокладке из железа, которая размещена снизу вплотную к основному металлу.
Как сваривать алюминий
 Полуавтомат предназначен в том числе и для сваривания алюминия. Но в этом процессе есть нюансы, в силу того, что такой метал имеет свои особенности. На поверхности алюминия есть тонкий слой амальгамы. Её температура плавки более 2 тыс.˚C, в то время, когда основное тело расплавляется уже при 650˚C. Поэтому в качестве инертного газа в этом случае выступает аргон.
Полуавтомат предназначен в том числе и для сваривания алюминия. Но в этом процессе есть нюансы, в силу того, что такой метал имеет свои особенности. На поверхности алюминия есть тонкий слой амальгамы. Её температура плавки более 2 тыс.˚C, в то время, когда основное тело расплавляется уже при 650˚C. Поэтому в качестве инертного газа в этом случае выступает аргон.
В случае сваривания алюминия для работы применяется специальная подложка — это предотвращает его растекание. На сварочный процесс воздействует постоянный ток обратной полярности — на деталь крепится катод, а горелка играет роль анода. Такой приём улучшает качество плавления детали, а также быстро разрушает амальгаму. Хотя слой оксида можно снять, просто зачистив кромки деталей мелким абразивом.
Сваривание без использования инертного газа
 Отличительной чертой такого сварочного процесса является то, что работы можно делать как с использованием газа, так и производить сварку полуавтоматом без газа, обычной проволокой. Популярным способом сваривания деталей является шов, покрытый флюсом. Но чаще этот метод используется в промышленных условиях, так как флюс — материал недешёвый.
Отличительной чертой такого сварочного процесса является то, что работы можно делать как с использованием газа, так и производить сварку полуавтоматом без газа, обычной проволокой. Популярным способом сваривания деталей является шов, покрытый флюсом. Но чаще этот метод используется в промышленных условиях, так как флюс — материал недешёвый.
Под воздействием высокой температуры плавления, порошок создаёт облако из газа, которое обеспечивает защитой сварочную ванну от окисления. А кран на баллоне с инертным газом в это время перекрыт. Основное преимущество порошковой проволоки заключается в возможности провести сварочный процесс даже при сильном ветре. А в случае с подачей газа из баллона ветер будет помехой.
Но есть случаи, когда не рекомендуется применение порошковой проволоки: тонкий листовой металл и среднеуглеродистая сталь. Есть опасность появления дефектов, которые могут проявиться в виде горячих трещин. Для повышения температуры сварочной дуги и качественной плавки флюса нужно применить уже известный приём с обратной полярностью — катод на деталь, анодом выступит держатель с проволокой.
Базовые правила сварочного процесса
 Если ваша цель стать настоящим профессионалом, необходимо изучить все вопросы на тему — как правильно варить полуавтоматом и такой важный фактор, как правила техники безопасности, а в будущем применять приобретённые знания и передавать их потомкам этой профессии. Никогда не пренебрегайте правилами ТБ при работе с высокими температурами и электричеством. Важным моментом является защита глаз и открытых участков тела, поэтому обеспечьте себя маской и плотной одеждой, которые защитят вас от ожогов.
Если ваша цель стать настоящим профессионалом, необходимо изучить все вопросы на тему — как правильно варить полуавтоматом и такой важный фактор, как правила техники безопасности, а в будущем применять приобретённые знания и передавать их потомкам этой профессии. Никогда не пренебрегайте правилами ТБ при работе с высокими температурами и электричеством. Важным моментом является защита глаз и открытых участков тела, поэтому обеспечьте себя маской и плотной одеждой, которые защитят вас от ожогов.
Как новичкам, так и опытным сварщикам рекомендуется сделать первый пробный шов на скрытом участке, а лучше на черновой детали, таким образом, настройки полуавтомата будут более точными. При первом использовании аппарата обязательно прочитайте инструкцию и применяйте полученную информацию в работе. Старайтесь избегать перегрузок сварочного полуавтомата — это продлит его срок службы.
Неважно какая сварка, автомат или полуавтомат, необходимо получить теоретические и практические знания по работе с ними. Хоть обучение — это длительный процесс, требующий терпения и концентрации, но разобравшись во всем, сварочный процесс будет казаться лёгкой прогулкой. Некоторые новички задаются вопросом — чем отличается автоматическая сварка от полуавтомата? Ответ:
- Сварка автоматом — это автоматический процесс, который применяется в основном на производстве и не требует непосредственного участия человека.
- Сваривание полуавтоматом — процесс, в котором проволока (электрод) подаётся механизировано, а зажигание дуги и перемещение держателя по телу детали осуществляется человеком.
правильное обучение приемам сварки в среде углекислого газа для начинающих, особенности технологии, инструкция для чайников – Газовая сварка на Svarka.guru
С помощью аналогичного оборудования разные заготовки соединяются надежно и плотно, при этом не имеет особого значения химический состав металла, но влияет толщина. По сравнению с ручной сваркой КПД намного выше, а материальные затраты незначительные. Сварка полуавтоматом для начинающих начинается с изучения теории, затем переходят к практическому применению полученных знаний.
Что такое полуавтомат и его виды

Это электромеханическое устройство, подающее проволоку для припоя в зону горения дуги, у исполнителя одна рука занята плавящимся электродом, а другой он регулирует подачу газа. Начинающих сварщиков интересует вопрос, как варить полуавтоматом и какие специфические знания и навыки для этого требуются?Все зависит от того, с каким материалом приходится работать, важно знать, каким металлом можно пользоваться, и какое оборудование при этом используется, немаловажное значение имеет и технология: дуговая, контактная, лазерная или плазменная. Чтобы точно знать, как нужно самостоятельно правильно варить промышленным полуавтоматом, достаточно изучить виды аналогичного оборудования и правильно их применять.
В быту и на производстве используются такие полуавтоматы:
- Бытового назначения. В основном это инверторы различной модификации, при их использовании от исполнителя не требуется большого опыта и высокой квалификации.
- Полупрофессиональные аппараты.
- Промышленное профессионально оборудование.

Только третий вариант подразумевает сварку под насыпной защитой, когда вместо газа используется флюс.
Каждый из перечисленных вариантов имеет личные преимущества и особенности, например, профессиональные оснащаются дополнительными функциями, увеличивающими эффективность их применения на производстве, они выпускаются в стационарном или мобильном виде.
Описание процесса
Сварочное полуавтоматическое оборудование разработано для соединения металлоконструкция при промышленном производстве. Основная задача — обеспечивать непрерывную подачу проволоки в активную зону горения сварочной дуги, а исполнитель производит движение горелки вдоль соединения заготовок. Скорость подачи плавящейся проволоки регулируется вручную.
По степени защиты зоны сварки от воздействия среды устройства разделяются на полуавтоматы для сварки с флюсом, в газовой среде и при использовании специальной порошковой проволокой. В первом случае флюс входит в состав проволоки, она в самодельных аппаратах применяется редко из-за своей дороговизны. Наиболее распространена сварка в газовой среде, а использование порошковой проволоки обычно совмещено с применением защиты газом.

Такое оборудование используется в промышленности для сварки тонкостенных конструкций, например, кузова легковых автомобилей, при этом сварочный шов, выполненный полуавтоматом, получается аккуратным и малозаметным.Какие материалы следует использовать в работе
В качестве плавящегося электрода применяется проволока, диаметр которой варьируется в пределах 0,5—3,0 мм, что напрямую зависит от толщины соединяемых конструкций. Чем меньше диаметр, тем глубже провариваются заготовки, при его увеличении существенно возрастает сила тока, примерно 100 ампер на каждый дополнительный миллиметр.
Защитные газы, находящиеся в баллонах, используются в чистом или смешанном виде — это зависит от режима сварных работ и видов соединяемых металлов. Наибольшее применение в промышленности в чистом виде имеет аргон, так как по себестоимости он занимает лидирующее место.
Сила тока и напряжение
От силы подаваемого тока зависит производительность, установка тока производится на основании размеров диаметра используемой электродной проволоки и толщины заготовок. Чем больше ампер, тем глубже проплавливается шов. Большое влияние на весь процесс сварки оказывает скорость подачи проволоки.
Напряжение напрямую зависит от силы тока, а регулировка производится путем изменения холостого хода источника питания. При повышении напряжения ухудшается газовая защита, снижается целостность и однородность шва, так как возрастает разбрызгивание металла. Глубина проварки также снижается, практика показывает, что при полуавтоматическом процессе соединения деталей применяют высокую силу тока и небольшую величину напряжения.
Расход газа
Этот параметр сильно зависит от диаметра используемой проволоки и силы тока. При проведении сварочных работ на открытом пространстве и при наличии сквозняков, надо существенно увеличивать подачу газа, а это приводит к лишнему перерасходу. Для более эффективной защиты зоны горения сварочной дуги снижают скорость или сопло горелки располагают ближе к поверхности металлоконструкций. Эффективна защита места работы сварщика от влияния сквозняка специальными переносными экранами.
Техника сварки

Вопрос — как же правильно надо сваривать полуавтоматом, чтобы образовался красивый качественный шов, волнует многих начинающих сварщиков. Для этого нужно знать и выполнять порядок необходимых действий, как говорится, инструкция для чайников:- Выбрать ток (переменный или постоянный), полярность, прямую или обратную.
- Подобрать актуальный диаметр проволоки, наиболее часто используемым считается 0,8 мм, но его применение оправдано для сварки конструкций не толще 5 мм.
- Выбрать нужную величину тока, всё полуавтоматическое оборудование выпускается с фиксированным положением переключателей, которые имеют дополнительные регулировки, а таблицы соответствия силы тока с толщиной заготовок приведены на лицевой стороне аппаратуры.
- Установить нужную скорость подачи проволоки для сварки.
- Расход защитного газа корректировать в зависимости от скорости сварочного процесса.
- Постоянно следить за наклоном и выносом сопла горелки.
В качестве защиты применяется смесь из аргона, углекислого газа и кислорода — при этом процесс происходит мягко, сварочная дуга горит стабильно, нет затухания, в результате шов получается плотный и без видимых изъянов.
В среде защитного газа
Такой вид соединения металлов выполняется при помощи специального оборудования, например, сварка полуавтоматом для начинающих в среде углекислого газа выполняется на специально оборудованном посту, где имеется все необходимые инструменты и баллон с углекислым газом, в том числе.
Если сравнивать с другими видами сварочных работ, то сварка с применением углекислого газа довольно проста и имеет такие особенности:
- проводится на обратной полярности, чтобы исключить деформацию конструкции и добиться стабильных параметров дуги;
- при наплавке металла используется прямая полярность, КПД во время проведения этой операции возрастает в 1,8 раза, по сравнению с первым вариантом;
Сварку лучше проводить с подключением к сети переменного тока, для этого используется осциллятор.
Технология для алюминия
Полуавтоматические аппараты используют для сварки изделий из алюминия, в качестве защиты применяется аргон, но при этом нужно учитывать, что цветной металл обладает высокой текучестью при расплавлении. Особенностью этого метода является обратная полярность, когда к горелке подключается минус, а на свариваемые заготовки — плюс.
Поверхностная амальгама алюминия успешно разрушается, деталь начинает плавиться без помех. При значительном слое окиси нужно провести предварительную механическую обработку для удаления окисной пленки с поверхности конструкции.
С проволокой
В качестве плавящегося электрода используется специальная проволока в мотках, которая заправляется в автомат ее подачи в зону горения дуги. Из газов не рекомендуется пользоваться водородом, так как при этом происходит сильное разбрызгивание и шов получается плохого качества. Специальный ГОСТ нормирует применение сварочной проволоки 75-ти марок, поэтому сварщику надо сопоставлять ее с маркой свариваемых деталей, давать какие-то рекомендации здесь трудно.

Стандартный комплект сварочного оборудования для MIG/MAG сварки.Основные правила при проведении работ
Исполнитель должен помнить и строго выполнять следующие важные моменты:
- Перед началом основной сварки сделать пробный шов на постороннем куске металла — так проводится регулировка подачи проволоки и силы тока, чтобы шов был высокого качества.
- Сварку изделий производить строго по инструкции, которая имеется у любого аппарата.
- При проведении работ сварщик должен быть экипирован в защитную одежду. Если работы проводятся в помещении, то надо обеспечить надежную вентиляцию.
- Для каждого вида проволоки существует канавка определенной формы. У припоя без присадок углубление имеет V-образную форму, при наличии в составе проволоки флюса — аналогичная, но с боковыми насечками.
- Нельзя проводить сварку, когда на поверхности металлов имеются горючие материалы — они должны удаляться, а свариваемые поверхности перед соединением хорошо зачистить.

Важно! Сварщику запрещается работать постоянно – надо делать технические перерывы.
Первый опыт
Чтобы научиться использовать сложное оборудование, нужно внимательно ознакомиться с инструкцией, обратить особое внимание на раздел: как правильно пользоваться полуавтоматом. Затем настроить его, потому что верная регулировка силы тока позволит выполнить сварочный шов без изъянов и досадных пропусков.

В. В. Тунгусков, Образование: АНО Учебный центр ИТЦ Эксперт (г. Москва), сварщик 4 разряда, опыт работы с 2009 года:«Для полуавтоматов лучше использовать импортную проволоку, т. к. она намного качественнее отечественных аналогов, но стоимость изделий при этом повышается».
Баллон с редуктором
Для сварки используются только проверенные баллоны, на поверхности которых указана дата заполнения. Наиболее бюджетный вариант — использование углекислого газа в качестве зашиты места сварки от окисления, для этого приобретается баллон с редуктором. Устанавливается манометр, чтобы надежно контролировать давление газа в системе — оптимальная величина около 0,2 атмосфер.

Основные компоненты регулирования подачи газа от баллона к горелке.
Защитная маска
Для защиты лица и глаз используются специальные сварочные маски с затемненным окошком, которые надеваются на голову и высвобождают руки для работы. Производители современных аналогов разработали уникальную систему наподобие очков Хамелеон — стекло маски мгновенно становится непроницаемым при активации сварочной дуги.
Во время прекращения сварки окно становится прозрачным, так что маску можно не снимать, что намного упрощает действия сварщика, особенно когда он не обладает большим опытом проведения подобных работ.
Технология
После тщательной подготовки оборудования исполнитель делает легкое касание проволоки о поверхность свариваемых деталей для активации дуги. После её появления проволока ведется вдоль стыка на постоянном расстоянии, при этом одна рука занята горелкой, а второй — сварщик придерживает конструкцию. Зазор при толщине заготовок до 10 мм — 1 мм, далее он составляет не более 10% от толщины детали.
Проволока подается автоматически с выставленной заранее скоростью, а исполнитель формирует шов при плавлении металлов. Полуавтоматические аппараты выпускаются с газовой защитой или с применением флюса, каждый вариант имеет характерные особенности, но оба эффективны и позволяют получить качественное соединение конструкции.
Виды швов: коренные, заполняющие и косметические
При толщине металла 1,5 мм или менее, сплошной шов не применяется, так как возникает коробление от высокой температуры, при этом делается сварка с использованием точек диаметром 3—4 мм и шагом 10—25 мм. Заготовки с толщиной до 4 мм соединяют поэтапно, сначала с лицевой стороны, а потом с изнанки.
Для сварки конструкций, имеющих толщину 6 мм и более, требуется подготовка: кромки подтачивают до плотного соединения, с лицевой стороны снимается фаска под углом в 300. Перед сваркой детали закрепляют в струбцинах с зазором не менее 0,5 и не более 2 мм. Вначале выполняют коренной шов при циклическом замыкании и заполняют дно стыка до начала скоса фасок.
Затем аппаратура переводится в режим сварки методом распыления, производят полное заполнение шва на всю глубину за несколько заходов. После окончания работ поверхность зачищается металлической щеткой или кругом с абразивом. Теперь покрывается заполненный зазор косметическим швом, при этом скорость подачи проволоки снижают, а сварку ведут широким фронтом по ширине 8—15 мм, что напрямую зависит от толщины заготовки.
Проволокой делаются поперечные движения по переднему краю сварочной ванны при интенсивной скорости, чтобы края шва не остывали, а наплывы были минимальными. Горелка двигает по направлению к себе, а края косметического шва проплавливаются качественно, но высота валика не должна превышать 2 мм.
Дефекты швов, причины их возникновения
Классификация возможных дефектов приведена в ГОСТ 30242-97, они подразделены на такие группы:
- Растрескивание поверхности шва.
- Кратеры, полости, свищи и раковины от усадки металла.
- Вкрапления твердых частиц.
- Не проварка или не сплавление участков шва.
- Нарушена форма сварного шва.
- Другие дефекты.
Причинами появления таких негативных факторов может быть нарушение приемов при подготовке, сборке, термообработке соединений, а также низкая квалификация исполнителя или небрежности в работе.
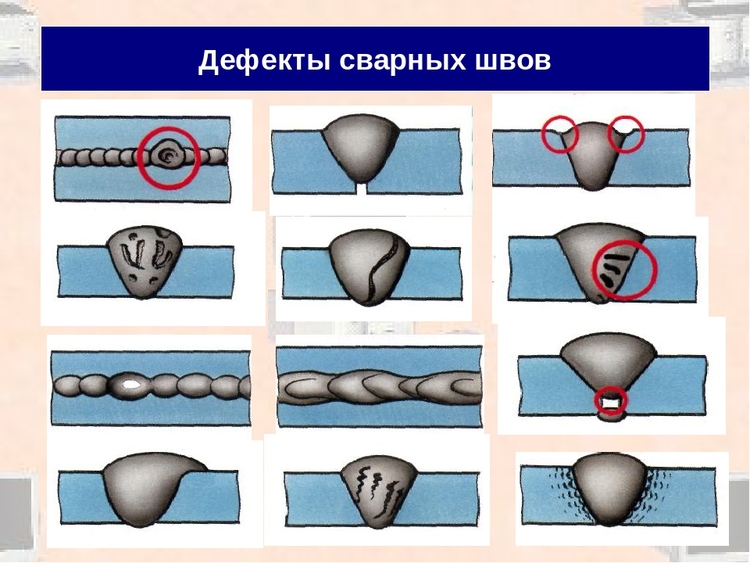
Возможные дефекты, возникающие на сварном соединении металлов.
Сваривание толстых деталей
При соединении толстых конструкций дугу ведут не только вдоль соединяемых кромок, но и производят колебательные движения горелкой. Видов такой технологий много, но чаще всего используют возвратно-поступательные колебания и зигзаг. При этом ширина захода шва на поверхность конструкции пропорциональна ее толщине.
Свариваемым заготовкам задают зазор, так как при его отсутствии соединение будет непрочным из-за большой толщины конструкций. При соединении тавровых деталей из толстого металла готовый шов проваривается по нижней и верхней кромке с заходом на поверхность детали. Этим достигается упрочнение сварочного шва.
Выводы
Работа на полуавтоматическом стенде или при использовании аналогичного аппарата требует от исполнителя точности движений и строгого выполнения технологии. Вначале закрепляют полученные теоретические знания на практике, а потом уже получают допуск на эксплуатацию промышленного оборудования.