Поверхность класса A — Class A surface
В автомобильном дизайне , A поверхность класса А представляет собой любую из множества произвольной формы поверхностей с высокой эффективностью и качеством. Хотя, строго говоря, это не более , чем сказать , что поверхности имеют кривизну и выравнивание касательного — к идеальному эстетическому качеству отражения, многие люди интерпретируют поверхности класса А , чтобы иметь G2 (или даже G3) кривизны непрерывность друг от друга (см моделирования поверхности свободной формы ) ,
 Безье определение поверхности карты
Безье определение поверхности картыКласс наплавка производится с использованием промышленного автоматизированного проектирования приложений. Поверхность моделист класса А также называют «цифровыми скульпторами» в отрасли. Промышленные дизайнеры развивать свой дизайн стиль через A-поверхность, физическую поверхность конечного пользователь может чувствовать, осязание, см и т.д.
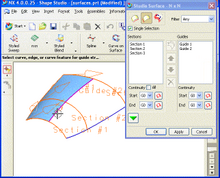 Поверхность создается из кривых.
Поверхность создается из кривых.заявка
Общий метод работы, чтобы начать с моделью прототипа и производить гладкие математические поверхности класса А, чтобы описать внешний корпус продукта. Из этого производства инструментов и проверки готовых деталей может быть выполнена. Класс наплавка дополняет этап моделирования прототипа за счет сокращения времени и увеличения контроля над проектных итераций.
Поверхности класса А могут быть определены как любая поверхность, которая имеет намерение стайлинга, который либо видел, трогали, или оба и математически соответствуют определению для Безье.
Применение Автомобильный дизайн
 Гладкий горизонт отражение Mazda RX-8 достигается за счет класса А поверхностей крыла, капота и ветрового стекла как видимые на этом изображении
Гладкий горизонт отражение Mazda RX-8 достигается за счет класса А поверхностей крыла, капота и ветрового стекла как видимые на этом изображенииВ автомобильном дизайне класса приложения А поверхности создаются на всех видимых внешних поверхностях (бывших, панелей кузова, бампера, решетки, фонари и т.д.) и всех видимых поверхностях см ощупь и чувствовать детали в интерьере (например: приборная панель, сиденья, дверные прокладки так далее.). Это может также включать в косметических крышки моторного отсека, брызговики, ствол панель и ковровое покрытие.
Применение дизайна продукта
В области проектирования изделий, класс A наплавка может быть применена к таким вещам , как корпус для промышленных приборов, которые литье под давлением, бытовые приборы, высоко эстетичная пластиковая упаковка определяется высоко органическими поверхности, игрушки или мебель. Среди наиболее известных пользователей Autodesk Alias программного обеспечения в области дизайна продукта являются компьютерами Apple
разработки приложений Aerospace
Aerospace имеет стилизации и дизайн продукта соображений в интерьерах , как обрамление для вентиляционных отверстий и освещения, внутренних стеллажей крыши, сидений и зоны кабины и т.д. В последние года Airbus используемых ICEM Surf для формирования внешней геометрии поверхности для эстетики и аэродинамической оптимизации перед подачей на поверхности по ходу программного обеспечения САПР , как CATIA .
Airbus A380 дизайн команда использовала ICEM Surf для создания наружных поверхностейпластилина
Класс A наплавка / цифровая скульптура аналогична лепке с дополнительным преимуществом вычислительной мощности, чтобы изменить или включить конструктивные изменения в существующем / новом дизайне. Более того, изменения моделирования глины и уточнение итерации выполняется в цифровой версии. Сканированные данные выбранной модели глины будут приняты в качестве входных данных «облако точек», а также класса А конструкторы работают на этой точке облака данных для формирования предварительных поверхностей и дальнейшего совершенствования их поверхностей класса А.
Примечательным программное обеспечение
Класс наплавки также называют «цифровой лепкой» с многочисленными программными средствами теперь доступны в автомобильной промышленности. Наиболее широко используемые программные средства Алиас по Autodesk , ICEM Surf с последующим Imageware и Unigraphics (Class-A модуля) и Catia (FreeStyle Module) системами Dassault и т.д.
Рекомендации
<img src=»https://en.wikipedia.org//en.wikipedia.org/wiki/Special:CentralAutoLogin/start?type=1×1″ alt=»» title=»»>2. Подготовка поверхности | СНиП 3.04.03-85
Подготовка металлической поверхности
2.1. Металлическая поверхность, подготовленная к производству антикоррозионных работ, не должна иметь заусенцев, острых кромок, сварочных брызг, наплывов, прожогов, остатков флюса, дефектов, возникающих при прокатке и литье в виде неметаллических макровключений, раковин, трещин, неровностей, а также солей, жиров и загрязнений.
2.2. Перед нанесением защитных покрытий поверхности стальных строительных конструкций, аппаратов, газоходов и трубопроводов следует очистить от оксидов струйным способом с применением дробеструйных установок, механическими щетками или преобразователями ржавчины. Способы очистки поверхности указывают в технической документации.
2.3. Поверхности стальных строительных конструкций, предусмотренных к обработке преобразователями (модификаторами) ржавчины, должны очищаться только от отслаивающихся пленок ржавчины или окалины. Допускаемая для модификации толщина продуктов коррозии, как правило, составляет не более 100 мкм.
2.4. Степень очистки от оксидов металлических строительных конструкций и оборудования, подлежащих антикоррозионной защите, должна соответствовать виду защитного покрытия, приведенного в табл. 1.
| Защитные покрытия | Степень очистки по ГОСТ 9.402-80 | ||
|---|---|---|---|
| вторая | третья | четвертая | |
| Лакокрасочные на основе смол: | |||
| природных | — | + | — |
| синтетических | + | — | — |
| Мастичные, шпатлёвочные и наливные: | |||
| неорганические на основе жидкого стекла | — | + | — |
| органические на основе смол: | |||
| природных | — | + | — |
| синтетических | + | — | — |
| Оклеечные: | |||
| на битумных и битумно-резиновых мастиках | — | — | + |
| на синтетических клеях | + | — | — |
| асбестом на жидком стекле | — | — | + |
| Гуммировочные | + | — | — |
| Футеровочные и облицовочные на вяжущих, приготовленных на основе: | |||
| жидкого стекла | — | + | — |
| синтетических смол | + | — | — |
| природных смол | — | — | + |
| «Полан-М» | + | — | — |
| «Полан-2М» | — | — | + |
2.5. Используемый для очистки сжатый воздух должен быть сухим, чистым и соответствовать ГОСТ 9.010-80.
2.6. При абразивной очистке на обрабатываемой поверхности должно быть исключено образование конденсата.
2.7. После очистки металлическую поверхность необходимо обеспылить механическим способом или растворителями.
2.8. Соответствие степени очистки металлических поверхностей виду защитного покрытия согласно табл. 1 следует проверять непосредственно перед нанесением защитного покрытия.
Подготовка бетонной поверхности
2.9. Бетонная поверхность, подготовленная к нанесению антикоррозионной защиты, не должна иметь выступающей арматуры, раковин, наплывов, околов ребер, масляных пятен, грязи и пыли.
Закладные изделия должны быть жестко закреплены в бетоне; фартуки закладных изделий устанавливают заподлицо с защищаемой поверхностью.
Места примыкания пола к колоннам, фундаментам под оборудование, стенам и другим вертикальным элементам должны быть замоноличены.
Опоры металлоконструкций должны быть обетонированы.
Влажность бетона в поверхностном слое толщиной 20 мм должна быть не более 4 %.
2.10. Бетонные поверхности, ранее подвергавшиеся воздействию кислых агрессивных сред, должны быть промыты чистой водой, нейтрализованы щелочным раствором или 4-5 %-ным раствором кальцинированной соды, вновь промыты и высушены.
2.11. Подготовленная бетонная поверхность в зависимости от вида защитного покрытия должна соответствовать требованиям табл. 2.
| Показатели | Значения показателей качества поверхности, подготовленной под защитные покрытия | |||
|---|---|---|---|---|
| Лакокрасочные | Мастичные, шпатлёвочные и наливные на основе синтетических смол | Оклеечные | Футеровочные и облицовочные | |
| 1. Шероховатость: класс шероховатости | 3-III | 2-III | 3-III | Устанавливается в зависимости от свойств подслоя покрытия |
| суммарная площадь отдельных раковин и углублений на 1 м2, при глубине раковин, мм: | ||||
| до 2 | — | — | — | |
| до 3 | — | До 0,2 | До 0,2 | — |
| поверхностная пористость, % | До 5 | До 20 | До 10 | — |
| 2. Влажность поверхностная, % по массе | До 4 | До 4 | До 4 | До 4 |
1. Влажность бетона для покрытий из водорастворимых составов не нормируется, но на поверхности не должно быть видимой пленки воды.
2. Класс шероховатости определяется по табл. 3.
| Класс шероховатости | Расстояние между выступами и впадинами, мм |
|---|---|
| 1-III | Свыше 2,5 до 5,0 |
| 2-III | Свыше 1,2 до 2,5 |
| 3-III | Свыше 0,6 до 1,2 |
| 4-III | Свыше 0,3 до 0,6 |
Изображение высоты на плане и карте — урок. География, 5 класс.
Для отображения неровностей земной поверхности на планах и картах используют особые условные знаки — горизонтали.Горизонтали — это линии, соединяющие точки с одинаковой абсолютной высотой.
Изображения холма (а) и впадины (б) горизонталями
Горизонтали обычно наносят коричневым цветом и указывают значения абсолютной высоты в метрах. В легенде карты указывают, через сколько метров высоты проведены горизонтали. Горизонтали помогают определять и крутизну склонов. Если промежутки между соседними горизонталями большие, то склон пологий. Если горизонтали близки друг к другу, то склон крутой.
У термина «горизонталь» есть слово-синоним — изогипса (от двух греческих слов isos — «равный» и hypsos — «высота»). Способ изображения неровностей поверхности Земли изогипсами (горизонталями) был изобретён ещё в \(1774\) году английским математиком Ч. Хаттоном.
Чтобы отличить холм от впадины, изображают короткие чёрточки — бергштрихи, которые всегда направлены от горизонталей вниз по склону.
Изобаты — линии, соединяющие точки с одинаковыми значениями глубины.
Это линии обозначаются, как правило, синим цветом.
Пространство между горизонталями для наглядности закрашивают зелёно-коричневыми цветами, а пространство между изобатами — сине-голубыми цветами. Эти цвета образуют шкалу высот и глубин. Такой способ изображения на картах неровностей поверхности Земли называют послойной окраской.
На современных картах в дополнение к способу послойной окраски используют ещё один способ — светотеневой пластики, при котором осветляют или затемняют склоны. Это делает изображение земной поверхности более наглядным и объёмным.
Источники:
Лобжанидзе А. А. География. Планета Земля. 5-6 классы: учеб. для общеобразоват. учреждений с прил. на электрон. носителе. — М.: Просвещение, 2013. — 159 с.
Дронов В. П., Савельева Л. Е. География. Землеведение. 5-6 кл.: учебник — М.: Дрофа, 2015. — 283 с.
https://ru.wikipedia.org
http://gis-lab.info
Скачать таблицу классов чистоты Классы чистоты Классы шероховатости, совокупность поверхностей, сгруппированных по общности числовых значений основных параметров шероховатости поверхности. Основные параметры Ra— ср. арифметическое отклонение профиля от ср. линий х и Rz— высота неровностей в десяти точках (рис.) определяются по формулам: где l — базовая длина; h — отклонение точек профиля от ср. линии; R1, R2…. R9, R10— расстояния 5 наивысших и 5 наинизших точек профиля на базовой длине до линии, параллельной средней линии. Параметры шероховатости на практике измеряют при постоянных условиях для каждого класса чистоты: измеряемый профиль должен соответствовать нормальному сечению, измерения производят в направлении наибольшей шероховатости и на стандартизированной для данного класса чистоты базовой длине. При выполнении всех трёх условий и совпадении числовых значений параметров Ra или Rz с числовыми значениями в диапазоне данного класса чистоты поверхность может быть отнесена к этому классу. В Российской Федерации установлено 14 классов чистоты (табл.). Классы с 6-го по 14-й дополнительно разбиты на 3 разряда каждый (а, б, в).
Числовые значения параметров шероховатости в классификации соответствуют ряду нормальных стандартизированных чисел, построенному по определённому закону. Для классов с 1-го по 5-й, для 13-го и 14-го основным параметром является Ra, что обусловлено техническими трудностями непосредственного измерения параметра Rzдля этих классов и отсутствием соответствующих измерительных приборов. Класс чистоты в технической документации обозначают равносторонним треугольником, рядом с которым арабскими цифрами указывается номер класса, а для 6—14-го классов, кроме того, одной из букв (а, б, в) обозначают и разряд, например ∇ 10 в. Различные технологические процессы обеспечивают получение поверхностей разных К. ч., например, обычно литьё — ∇ 3, обработка точением — ∇ 5, шлифованием — ∇ 7, и т.д. В то же время один и тот же класс чистоты может быть получен различными технологическими процессами, например класс чистоты ∇ 7 может быть получен тонким точением и шлифованием и др. процессами. Не все свойства двух поверхностей, относящихся к одному классу чистоты, могут быть одинаковыми при совпадающих Ra и Rz, поэтому принадлежность поверхностей к одному классу чистоты не является достаточной для заключения об идентичности поведения деталей при эксплуатации. Введение классов чистоты позволяет эффективно исследовать качество поверхности и устанавливать нормы на нее, рекомендовать применение не отдельных поверхностей, а групп, имеющих общие свойства. Кроме того, появляется возможность создавать общие методы описания поверхностей; проектировать приборы, имеющие нормированные характеристики по отношению к определенным классам чистоты, что является одним из важнейших условий обеспечения единства измерений; разрабатывать и совершенствовать технологические процессы изготовления типовых поверхностей. |
Шероховатость поверхности (чистота обработки). Основные понятия, обозначения на чертежах. Базовая длина — длина базовой линии l, длина линиии, используемой для выделения неровностей. Средняя линия — средняя линия профиля (m-на рисунке), линия, имеющая форму номинального профиля, с минимальным среднеквадратическим отклонением профиля, от этой линии и отсчитывают все числовые значения для шероховатости: Рисунок. Профиль шероховатости поверхности и обозначения его характеристик. Средняя линия профиля — не обязательно прямая, см. определение выше.
Параметры шероховатости поверхности Ra, Rz, R max, Sm, S, tp описаны в табличке ниже:
Если Вам встретился класс шероховатости, то используйте таблицу ниже: Таблица. Значения параметров Ra и Rz для указанных классов шероховатости (в теории — использование Ra предпочтительнее использования параметраRz).
Обозначение шероховатости на чертежах. Структура обозначения:
Значения параметров шероховатости указывают на чертежах нижеследующим образом: — Ra указывается без символа, а другие параметры с символом. — При указании диапазона параметров записывают пределы в 2 сроки:
— Номинальное значение параметра записывается с предельным отклонением — При указании нескольких параметров шероховатости их значения записывают в столбик, сверху вниз в следующием порядке: параметр высоты неровностей (Ra, Rz, Rmax), параметр шага неровностей (Sm,S), относительная опорная длина профиля (tp). — Если шероховатость нормируется параметром Ra или Rz из числа приведенных в таблице «Значения параметров Ra и Rz для указанных классов шероховатости» выше, то базовую длину в обозначении шероховатости не указывают. В зависимости от требуемого вида обработки материалов используют нижеследующие значки шероховатости:
Ниже приведена картинка с указанием обозначений направлений неровностей на значке шероховатости. (Администрации проекта ДПВА такие значки не встречались никогда, но они существуют). Рисунок. Условные обозначения направлений неровностей на значке шероховатости. | ||||
Таблица допусков и посадок валов по h22, h23, h24, h25, h26, h27, h28
| Номинал. размер, мм |
h22 | h23 | h24 | h25 | h26 | h27 | h28 |
|---|---|---|---|---|---|---|---|
| Предельные отклонения, мм | |||||||
| До 3 включ. | 0-0.1 | 0-0.14 | 0-0.25 | 0-0.4 | 0-0.6 | ||
| Св. 3 до 6 | 0-0.12 | 0-0.18 | 0-0.3 | 0-0.48 | 0-0.75 | 0-1.2 | 0-1.8 |
| Св. 6 до 10 | 0-0.15 | 0-0.22 | 0-0.36 | 0-0.58 | 0-0.9 | 0-1.5 | 0-2.2 |
| Св. 10 до 18 | 0-0.18 | 0-0.27 | 0-0.43 | 0-0.7 | 0-1.1 | 0-1.8 | 0-2.7 |
| Св. 18 до 30 | 0-0.21 | 0-0.33 | 0-0.52 | 0-0.84 | 0-1.3 | 0-2.1 | 0-3.3 |
| Св. 30 до 50 | 0-0.25 | 0-0.39 | 0-0.62 | 0-1 | 0-1.6 | 0-2.5 | 0-3.9 |
| Св. 50 до 80 | 0-0.3 | 0-0.46 | 0-0.74 | 0-1.2 | 0-1.9 | 0-3 | 0-4.6 |
| Св. 80 до 120 | 0-0.35 | 0-0.54 | 0-0.87 | 0-1.4 | 0-2.2 | 0-3.5 | 0-5.4 |
| Св. 120 до 180 | 0-0.4 | 0-0.63 | 0-1 | 0-1.6 | 0-2.5 | 0-4 | 0-6.3 |
| Св. 180 до 250 | 0-0.46 | 0-0.72 | 0-1.15 | 0-1.85 | 0-2.9 | 0-4.6 | 0-7.2 |
| Св. 250 до 315 | 0-0.52 | 0-0.81 | 0-1.3 | 0-2.1 | 0-3.2 | 0-5.2 | 0-8.1 |
| Св. 315 до 400 | 0-0.57 | 0-0.89 | 0-1.4 | 0-2.3 | 0-3.6 | 0-5.7 | 0-8.9 |
| Св. 400 до 500 | 0-0.63 | 0-0.97 | 0-1.55 | 0-2.5 | 0-4 | 0-6.3 | 0-9.7 |
| Св. 500 до 630 | 0-0.7 | 0-1.1 | 0-1.75 | 0-2.8 | 04.4 | 0-7 | 0-11 |
| Св. 630 до 800 | 0-0.8 | 0-1.25 | 0-2 | 0-3.2 | 0-5 | 0-8 | 0-12.5 |
| Св. 800 до 1000 | 00.9 | 0-1.4 | 0-2.3 | 0-3.6 | 0-5.6 | 0-9 | 0-14 |
| Св. 1000 до 1250 | 0-1.05 | 0-1.65 | 0-2.6 | 0-4.2 | 0-6.6 | 0-10.5 | 0-16.5 |
| Св. 1250 до 1600 | 0-1.25 | 0-1.95 | 0-3.1 | 0-5 | 0-7.8 | 0-12.5 | 0-19.5 |
| Св. 1600 до 2000 | 0-1.5 | 0-2.3 | 0-3.7 | 0-6 | 0-9.2 | 0-15 | 0-23 |
| Св. 2000 до 2500 | 0-1.75 | 0-2.8 | 0-4.4 | 0-7 | 0-11 | 0-17.5 | 0-28 |
| Св. 2500 до 3150 | 0-2.1 | 0-3.3 | 0-5.4 | 0-8.6 | 0-13.5 | 0-21 | 0-33 |
h24, h25, h26 не применяют для номинальных размеров до 1 мм включительно.
Таблица допусков и посадок отверстий по h22, h23, h24, h25, h26, h27, h28
| Номинал. размер, мм |
h22 | h23 | h24 | h25 | h26 | h27 | h28 |
|---|---|---|---|---|---|---|---|
| Предельные отклонения, мм | |||||||
| До 3 включ. | +0.10 | +0.140 | +0.250 | +0.40 | +0.60 | ||
| Св. 3 до 6 | +0.120 | +0.180 | +0.30 | +0.480 | +0.750 | +1.20 | +1.80 |
| Св. 6 до 10 | +0.150 | +0.220 | +0.360 | +0.580 | +0.90 | +1.50 | +2.20 |
| Св. 10 до 18 | +0.180 | +0.270 | +0.430 | +0.70 | +1.10 | +1.80 | +2.70 |
| Св. 18 до 30 | +0.210 | +0.330 | +0.520 | +0.840 | +1.30 | +2.10 | +3.30 |
| Св. 30 до 50 | +0.250 | +0.390 | +0.620 | +10 | +1.60 | +2.50 | +3.90 |
| Св. 50 до 80 | +0.30 | +0.460 | +0.740 | +1.20 | +1.90 | +30 | +4.60 |
| Св. 80 до 120 | +0.350 | +0.540 | +0.870 | +1.40 | +2.20 | +3.50 | +5.40 |
| Св. 120 до 180 | +0.40 | +0.630 | +10 | +1.60 | +2.50 | +40 | +6.30 |
| Св. 180 до 250 | +0.460 | +0.720 | +1.150 | +1.850 | +2.90 | +4.60 | +7.20 |
| Св. 250 до 315 | +0.520 | +0.810 | +1.30 | +2.10 | +3.20 | +5.20 | +8.10 |
| Св. 315 до 400 | +0.570 | +0.890 | +1.40 | +2.30 | +3.60 | +5.70 | +8.90 |
| Св. 400 до 500 | +0.630 | +0.970 | +1.550 | +2.50 | +40 | +6.30 | +9.70 |
| Св. 500 до 630 | +0.70 | +1.10 | +1.750 | +2.80 | +4.40 | +70 | +110 |
| Св. 630 до 800 | +0.80 | +1.250 | +20 | +3.20 | +50 | +80 | +12.50 |
| Св. 800 до 1000 | +0.90 | +1.40 | +2.30 | +3.60 | +5.60 | +90 | +140 |
| Св. 1000 до 1250 | +1.050 | +1.650 | +2.60 | +4.20 | +6.60 | +10.50 | +16.50 |
| Св. 1250 до 1600 | +1.250 | +1.950 | +3.10 | +50 | +7.80 | +12.50 | +19.50 |
| Св. 1600 до 2000 | +1.50 | +2.30 | +3.70 | +60 | +9.20 | +150 | +230 |
| Св. 2000 до 2500 | +1.750 | +2.80 | +4.40 | +70 | +110 | +17.50 | +280 |
| Св. 2500 до 3150 | +2.10 | +3.30 | +5.40 | +8.60 | +13.50 | +210 | +330 |
h24, h25, h26, h27, h28 не применяют для номинальных размеров до 1 мм включительно.